 EN
EN
 AR
AR
 BG
BG
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 ID
ID
 UK
UK
 VI
VI
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 SW
SW
 GA
GA
 CY
CY
 BE
BE
 KA
KA
 LA
LA
 MY
MY
 TG
TG
 UZ
UZ


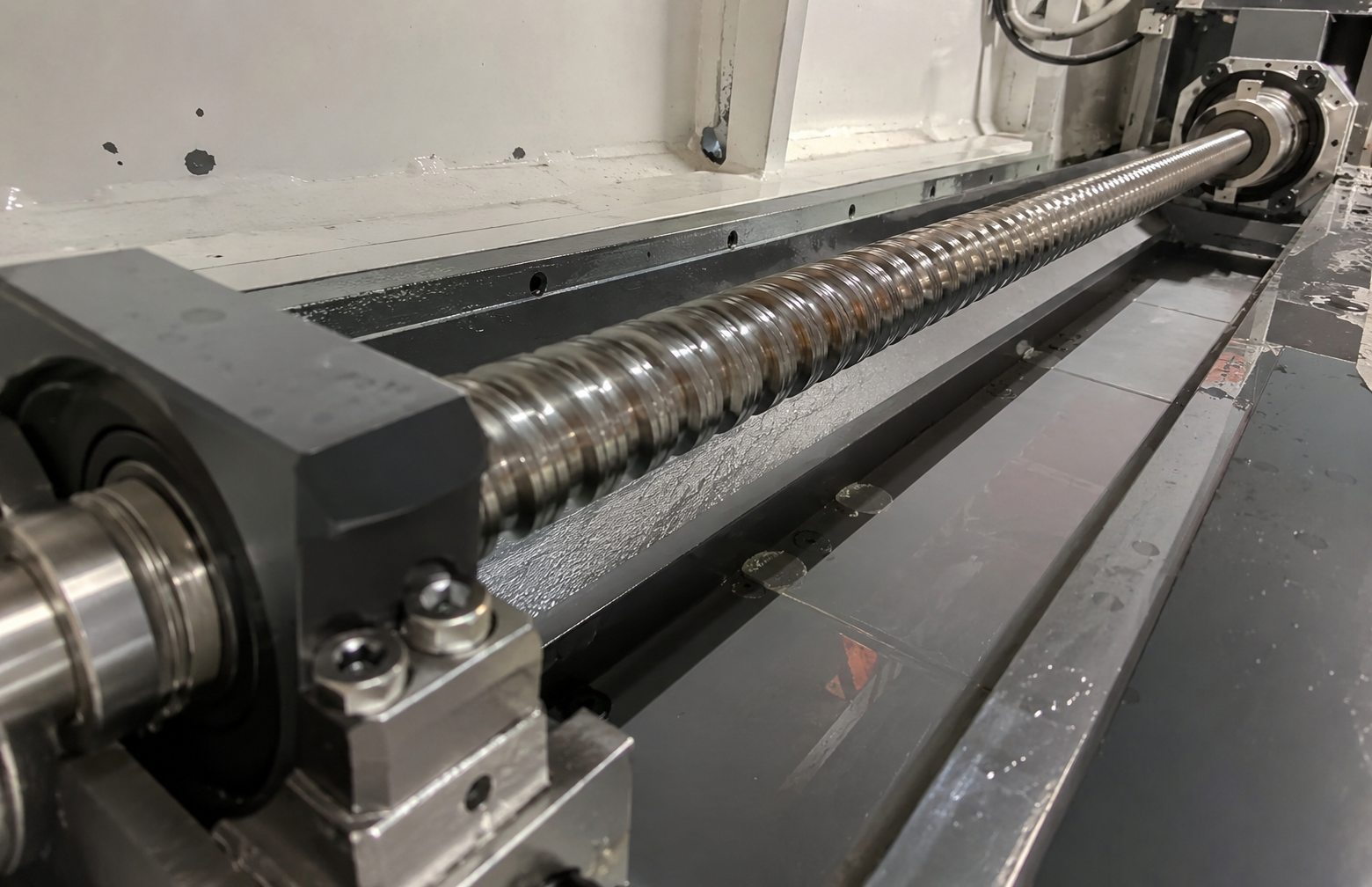
When the equipment is first started, the accuracy is normal. After running for half an hour or an hour, the processed dimensions gradually shift, and the cumulative positioning error increases. The nut and screw become noticeably hot. This is typical of ball screw thermal deformation.
I. What is Ball Screw Thermal Deformation?
Under conditions of high-speed operation, frictional load, and excessive preload, the ball screw continuously generates heat. The screw shaft temperature rises, its physical length elongates due to heat, and the pitch also changes slightly.
This causes the actual travel distance to exceed the theoretically set distance. The longer the stroke, the greater the cumulative error. This phenomenon is called ball screw thermal deformation (thermal elongation).
Thermal elongation is typically calculated using the following formula:
ΔL = α×L×ΔT
Where:
ΔL: Leadscrew elongation
α: Coefficient of thermal expansion of the material
L: Leadscrew length
ΔT: Temperature change
When the leadscrew length changes, the machine tool positioning coordinates will also shift, leading to unstable machining dimensions.
II. Common Phenomena After Thermal Deformation of Ball Screws
In actual maintenance, thermal deformation typically manifests in the following ways:
- Normal accuracy when cold, increased error after warming up
- Gradual dimensional drift after prolonged machining
- Decreased repeatability
- Significantly heated screw nut
- Slight jamming after high-speed operation
- Increased error during long-distance movement of the X and Y axes
Many people mistakenly believe this is a servo parameter issue, but the root cause may actually be excessive screw temperature rise.
III. Key Factors Affecting the Thermal Deformation of Ball Screws
Excessive Preload: While increasing rigidity can eliminate backlash, it also increases frictional heat generation.
High Rotation Speed: The faster the screw rotates, the greater the frictional power consumption and the higher the temperature rise.
Poor Lubrication: Insufficient grease or ineffective lubricating oil, leading to inefficient lubrication, will exacerbate temperature rise.
Workload: Frequent forward and reverse rotation and high-load conditions result in the accumulation of frictional heat, leading to persistently high temperature rise.
IV. Quick On-Site Assessment: Is it a Thermal Deformation Fault?
Dimensions are acceptable when starting cold, but continue to deviate after 30 minutes of operation.
The lead screw and nut housings are noticeably hot to the touch, with temperatures far exceeding room temperature.
The longer the stroke, the greater the end-positioning error.
Accuracy is stable in winter, but the error increases significantly in high-temperature summer environments.
Accuracy automatically recovers after reducing the speed and intermittently stopping the machine.

V. Main Countermeasures:
Forced Cooling: Using a hollow ball screw and circulating coolant can significantly reduce the internal temperature of the screw and minimize thermal deformation at both ends.
Pre-tensioning (Pre-load): Pre-tensioning the screw during installation can offset some of the thermal expansion caused by operating temperature rise.
Optimized Preload: Adjust the preload of the balls according to usage requirements, balancing rigidity and temperature rise.
Efficient Lubrication: Use high-quality lubricating oil/grease to reduce frictional heat generation.
Thermal Deformation Compensation: Use the machine tool system's built-in thermal error compensation software to correct this error.
Ball screw thermal deformation is a systemic problem requiring comprehensive management. We recommend that when solving such problems, you follow the logic of "starting with heat source control, prioritizing structural optimization, and then supplementing with external measures and intelligent compensation" to achieve the best overall results.