 EN
EN
 AR
AR
 BG
BG
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 ID
ID
 UK
UK
 VI
VI
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 SW
SW
 GA
GA
 CY
CY
 BE
BE
 KA
KA
 LA
LA
 MY
MY
 TG
TG
 UZ
UZ


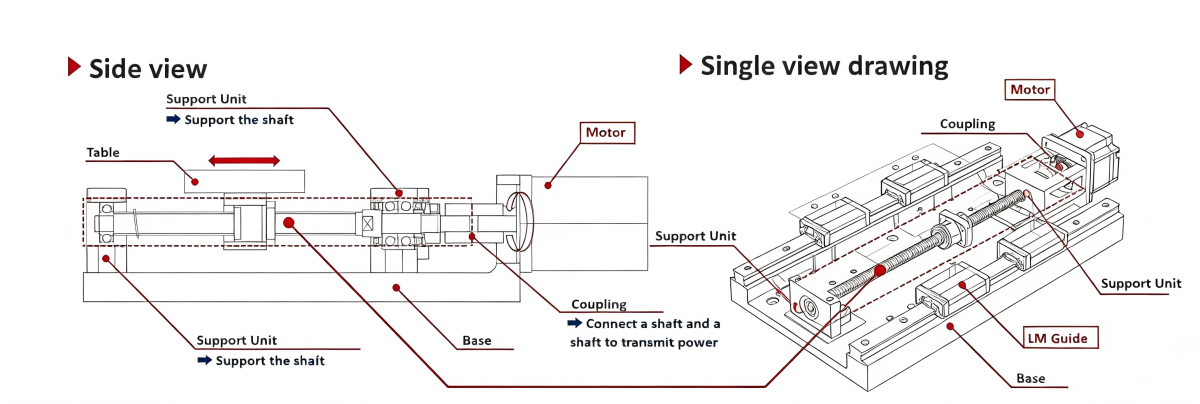
볼스크류 동심도를 교정하는 핵심은 '모터 축 – 커플링 – 스크류 축 – 지지 베어링'이 동일한 중심선 상에 위치하도록 보장하는 것이다. 그렇지 않으면 진동, 과열, 이상 소음, 위치 오차, 또는 심지어 볼스크류의 조기 마모가 발생할 수 있다.
볼스크류의 동심도란 무엇인가?
조립 시 볼스크류 양단의 베어링 하우징 축, 스크류 축, 모터 커플링의 축이 일직선상으로 정렬되어야 한다.
동심도 편차가 발생하면 이러한 축들이 정렬되지 않은 상태를 의미하며, 이는 볼스크류의 전달 정확도, 작동 안정성, 수명에 직접적인 영향을 미친다.
교정에 필요한 도구:
자기식 다이얼 인디케이터/마이크로미터, 인디케이터 베이스, 펠러 게이지, 간극 조정용 얇은 구리/스테인리스강 셰임(Shim), 알렌 렌치, 토크 렌치
표준 시험 방법
동심도 보정에는 정확한 측정이 필요합니다. 표준 시험 방법은 다음과 같습니다:
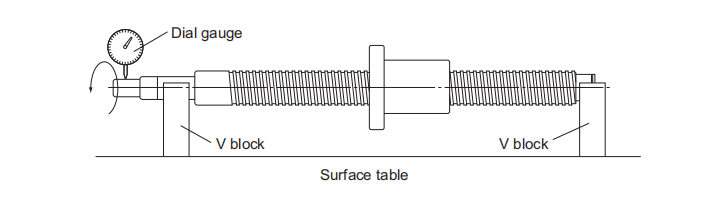
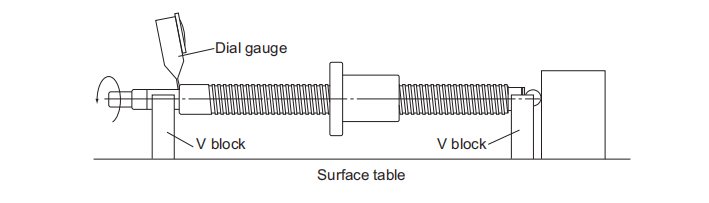
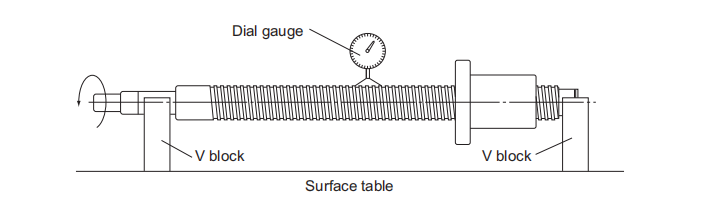
1. 리드스크류 지지부의 장착 부위 외경에 대한 축 방향 편심도(방사형 런아웃):
리드스크류 지지부를 V-블록으로 지지합니다. 프로브를 장착 부위의 외경에 접촉시킨 상태에서 리드스크류를 1회전 시키고, 다이얼 인디케이터를 사용하여 측정된 런아웃 최대 차이값을 기록합니다.
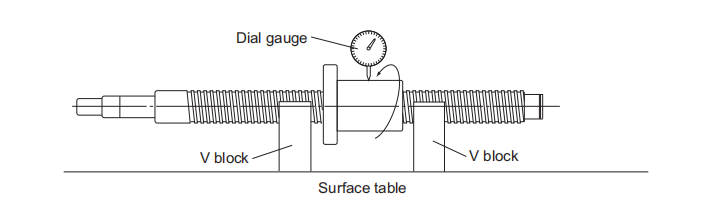
2. 리드스크류 지지부의 축에 대한 나사 홈면의 방사형 런아웃:
리드스크류 지지부를 V-블록으로 지지합니다. 프로브를 너트의 외경에 접촉시킨 상태에서 너트는 고정하고 리드스크류만 1회전 시키며, 다이얼 인디케이터를 사용하여 측정된 런아웃 최대 차이값을 기록합니다.
3. 리드 스크류 샤프트 지지부 축에 대한 지지 단면의 편심도:
V-블록을 사용하여 리드 스크류 지지부를 지지합니다. 프로브를 리드 스크류 지지부의 단면에 접촉시킨 상태에서 리드 스크류를 1회전 시키고 다이얼 인디케이터를 사용하여 편심도의 최대 차이를 측정합니다.
4. 너트 플랜지 장착면의 원주 방향 편심도(리드 스크류 축 대비):
너트 근처의 리드 스크류 나사부 외경을 V-블록으로 지지합니다. 프로브를 너트 플랜지의 단면에 접촉시킨 상태에서 리드 스크류와 너트를 동시에 1회전 시키고, 다이얼 인디케이터를 사용하여 편심도의 최대 차이를 측정합니다.
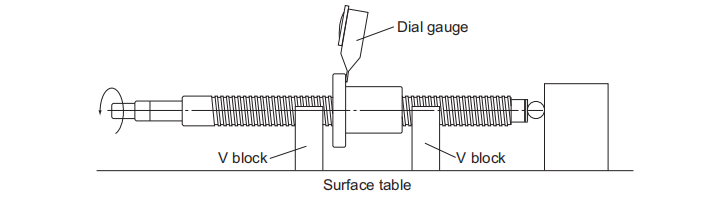
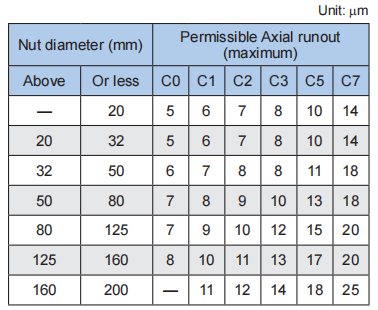
5. 너트 외경의 반경 방향 편심도(리드 스크류 축 대비):
너트 근처의 리드스크류 나사부 외경을 V-블록으로 지지합니다. 프로브를 너트 외경에 접촉시킨 상태에서 리드스크류는 고정한 채 너트를 1회전 시키고 다이얼 인디케이터를 사용하여 편심도(런아웃)의 최대 차이를 측정합니다.
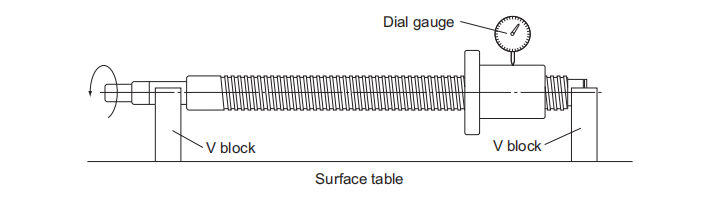
6. 리드스크류 축 지지부 축선 대비 리드스크류 부 외경의 총 방사형 런아웃:
리드스크류 지지부를 V-블록으로 지지합니다. 프로브를 리드스크류 외경에 접촉시킨 상태에서 리드스크류를 1회전 시키고, 다이얼 인디케이터를 사용하여 축 방향 여러 위치에서 런아웃을 측정하여 그 최대값을 기록합니다.
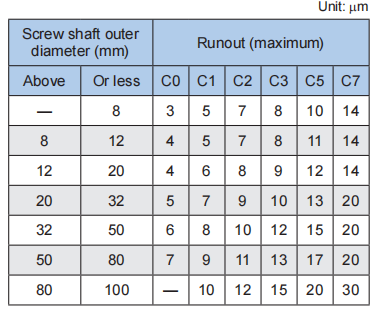
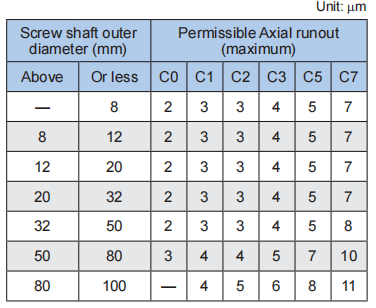
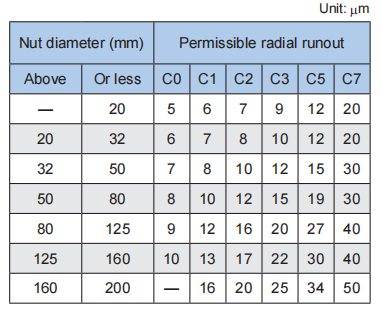
리드스크류 축 지지부 축선 대비 리드스크류 외경의 방사형 런아웃 허용차에 대해서는 JIS B 1192(ISO 3408)를 참조하십시오.
플랜지 설치면의 과도한 런아웃의 경우: 플랜지 연결면이 평탄한지 확인하거나, 얇은 와셔를 사용하여 정밀 조정합니다.
너트 외경의 과도한 편심량의 경우: 베어링 하우징 또는 너트 하우징의 설치 위치를 조정하고, 필요 시 위치 결정면을 수리하십시오.
재측정 확인
각 조정 후, 관련 편심량 및 평행도가 해당 공차 표의 한계를 충족할 때까지 표준 방법에 따라 재측정하십시오.
볼스크류 동축성 교정은 기초적이지만 매우 중요한 설치 작업입니다. 과열, 이상 소음, 정지, 짧은 수명 등 볼스크류에서 발생하는 대부분의 문제는 이 단계에서 비롯됩니다.
‘조정 → 다이얼 게이지 정밀 조정 → 대각선 고정 → 재시험 및 승인’ 절차를 따르고, 편심량 오차를 엄격히 관리함으로써 구조적으로 측방력이 제거되어 볼스크류의 장기 안정 운전을 보장할 수 있습니다.