 EN
EN
 AR
AR
 BG
BG
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 ID
ID
 UK
UK
 VI
VI
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 SW
SW
 GA
GA
 CY
CY
 BE
BE
 KA
KA
 LA
LA
 MY
MY
 TG
TG
 UZ
UZ


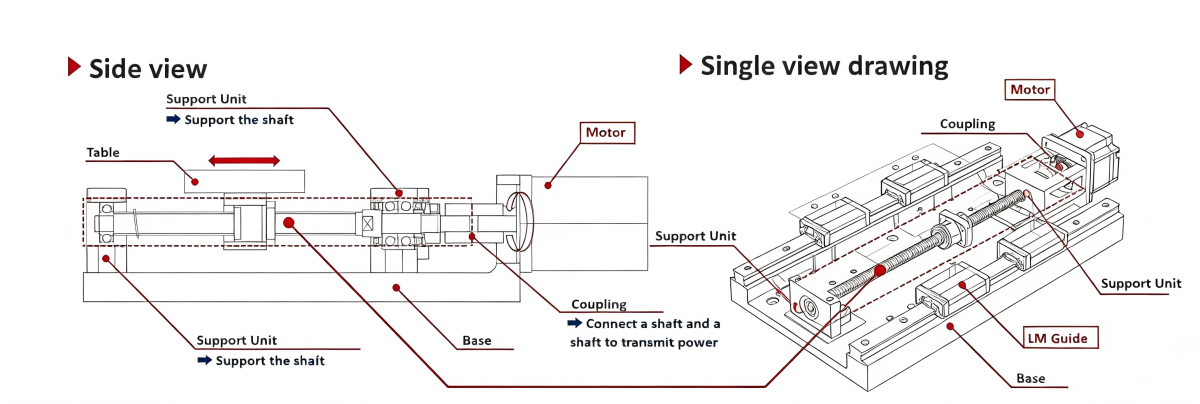
ボールねじの同軸度を修正する際の鍵は、「モータシャフト-カップリング-ねじシャフト-支持ベアリング」が同一中心線上に配置されていることを保証することです。そうでない場合、振動、過熱、異常音、位置決め誤差、あるいはボールねじの早期摩耗などが発生する可能性があります。
ボールねじの同軸度とは何ですか?
組立時に、ボールねじ両端のベアリングハウジングの軸線、ねじシャフトの軸線、およびモータカップリングの軸線を一直線上に整列させる必要があります。
同軸度にずれがある場合、これらの軸線が一致していないことを意味し、これによりねじの伝達精度、運転時の滑らかさ、および寿命に直接影響を及ぼします。
校正に必要な工具:
磁気式ダイヤルインジケータ/マイクロメータ、インジケータベース、フィーラーゲージ、隙間調整用の薄銅板/ステンレス鋼製シム、アレンレンチ、トルクレンチ
標準試験方法
同軸度の補正には正確な測定が必要です。標準試験方法は以下のとおりです:
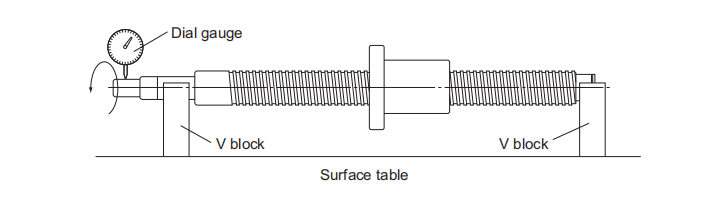
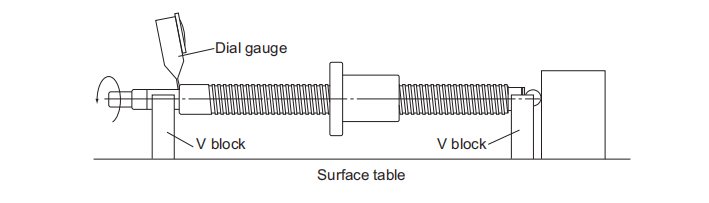
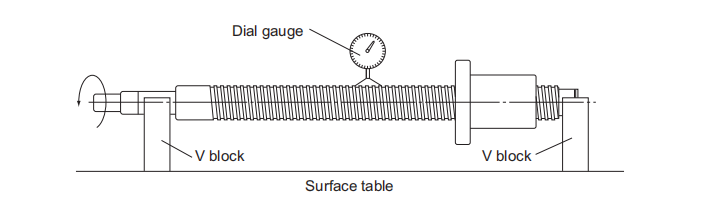
1. リードスクリューサポートに対する取付部の径方向振れ:
リードスクリューサポートをVブロックで支持します。プローブを取付部の外径に接触させ、リードスクリューを1回転させ、ダイヤルインジケータを用いて振れの最大差を測定します。
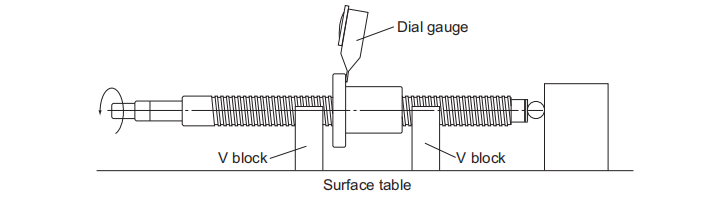
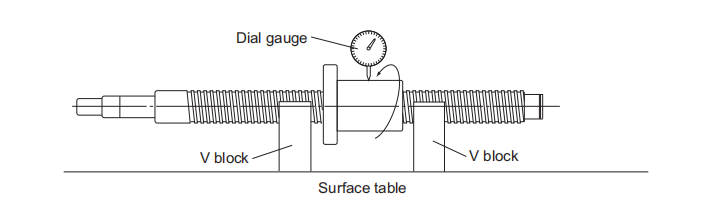
2. リードスクリューサポートに対するねじ溝面の径方向振れ:
リードスクリューサポートをVブロックで支持します。プローブをナットの外径に接触させ、ナットを回転させずにリードスクリューを1回転させ、ダイヤルインジケータを用いて振れの最大差を測定します。
3. リードスクリュー軸サポート部に対する支持端面の面振れ:
リードスクリュー支持部をVブロックで支持します。プローブをリードスクリュー支持部の端面に接触させた状態で、リードスクリューを1回転させ、ダイヤルインジケーターを用いてランアウトの最大差を測定します。
4. フランジ取付面の円筒度(リードスクリュー軸に対する):
ナット近傍のリードスクリューのねじ部外径をVブロックで支持します。プローブをナットフランジの端面に接触させた状態で、リードスクリューとナットを同時に1回転させ、ダイヤルインジケーターを用いてランアウトの最大差を測定します。
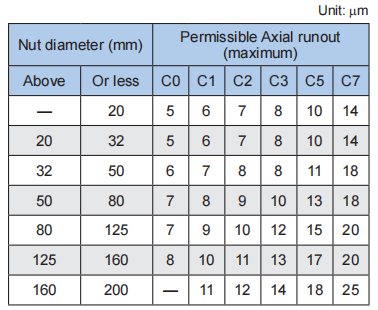
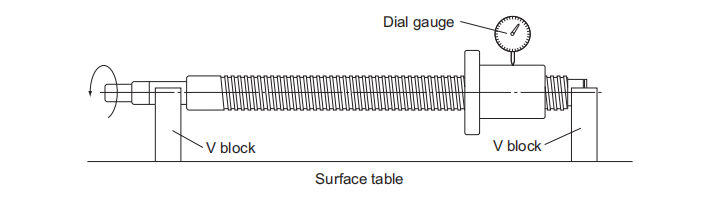
5. ナット外径の径方向ランアウト(リードスクリュー軸に対する):
ナット近傍のリードスクリューのねじ部外径をVブロックで支持します。プローブをナットの外径に接触させた状態で、リードスクリューを回転させずにナットのみを1回転させ、ダイヤルインジケーターを用いてランアウトの最大差を測定します。
6. リードスクリュー部の外径のリードスクリューシャフト支持軸に対する全径方向振れ:
Vブロックを用いてリードスクリューサポートを支持します。接触子をリードスクリューの外径に当てた状態で、リードスクリューを1回転させ、ダイヤルインジケーターを用いて軸方向に複数箇所で振れを測定し、その最大値を記録します。
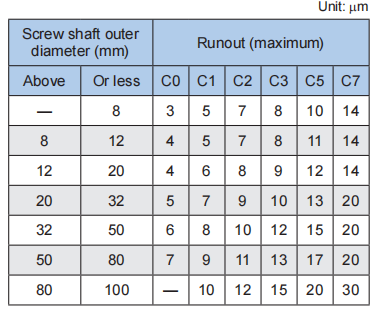
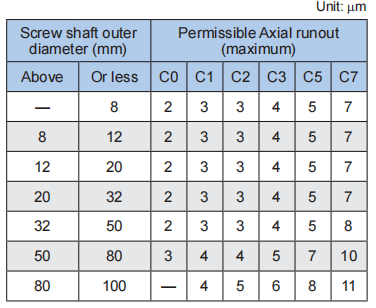
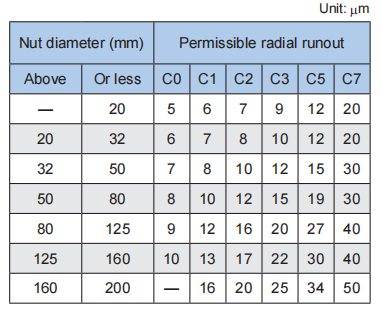
リードスクリューの外径のリードスクリューシャフト支持軸に対する径方向振れ許容値については、JIS B 1192(ISO 3408)をご参照ください。
フランジ取付面の振れが過大な場合:フランジ接合面が平面であるか確認するか、または微調整のために薄いシムを使用してください。
ナット外径の振れが過大な場合:ベアリングハウジングまたはナットハウジングの取付位置を調整し、必要に応じて定位面を修復してください。
再測定確認
各調整後、関連する振れおよび平行度が対応する公差表の許容範囲内に収まるまで、標準方法に従って再測定を行います。
ボールねじの同軸性校正は、基本的でありながら極めて重要な設置作業です。過熱、異音、固着、寿命短縮など、ボールねじに見られるほとんどの問題は、この工程に起因します。
「粗合わせ → ダイアルゲージによる微調整 → 対角線方向での締結 → 再検査および受入確認」という手順に従い、振れ誤差を厳密に管理することで、横方向の力が構造的に排除され、ボールねじの長期安定運転が確保されます。