 EN
EN
 AR
AR
 BG
BG
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 ID
ID
 UK
UK
 VI
VI
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 SW
SW
 GA
GA
 CY
CY
 BE
BE
 KA
KA
 LA
LA
 MY
MY
 TG
TG
 UZ
UZ


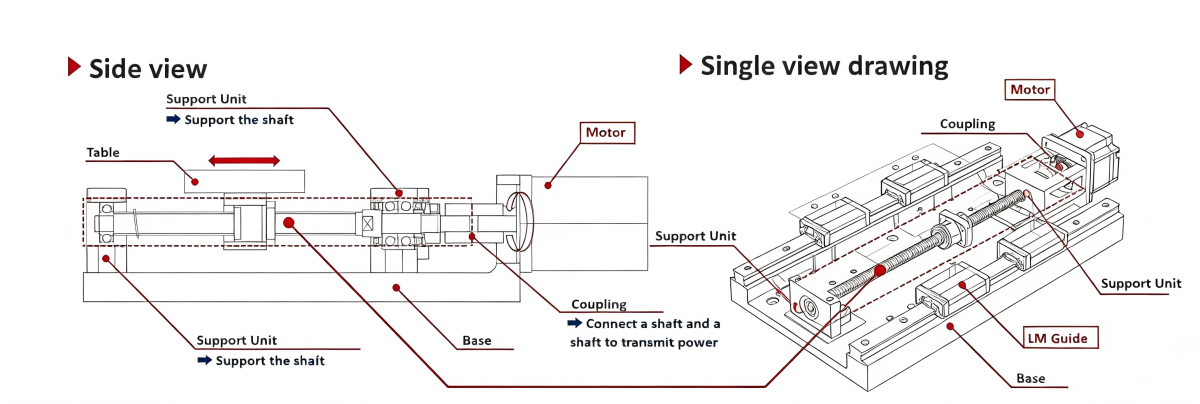
Chìa khóa để hiệu chỉnh độ đồng trục của trục vít bi là đảm bảo rằng “trục động cơ – khớp nối – trục vít – ổ đỡ” nằm trên cùng một đường tâm; nếu không, có thể xảy ra rung động, quá nhiệt, tiếng ồn bất thường, sai số định vị hoặc thậm chí mài mòn sớm của trục vít.
Độ đồng trục của trục vít bi là gì?
Trong quá trình lắp ráp, các trục của hai ổ đỡ ở hai đầu trục vít bi, trục vít và khớp nối động cơ phải được căn chỉnh thẳng hàng.
Nếu có sai lệch về độ đồng trục, điều đó có nghĩa là các trục này không thẳng hàng, từ đó ảnh hưởng trực tiếp đến độ chính xác truyền động, độ êm ái khi vận hành và tuổi thọ sử dụng của trục vít.
Các dụng cụ cần thiết để hiệu chuẩn:
Đồng hồ so từ tính/thước đo vi cơ, đế kẹp đồng hồ so, thước lá, các miếng đệm bằng đồng mỏng/thép không gỉ (để điều chỉnh khe hở), chìa lục giác, cờ-lê lực
Phương pháp thử tiêu chuẩn
Việc hiệu chỉnh độ đồng trục đòi hỏi phép đo chính xác. Các phương pháp thử tiêu chuẩn như sau:
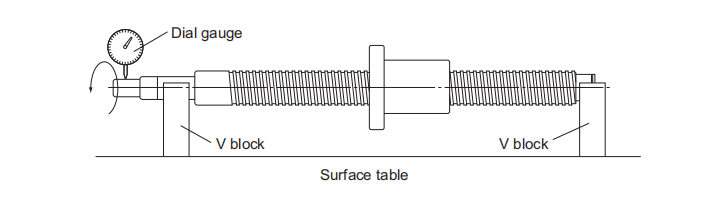
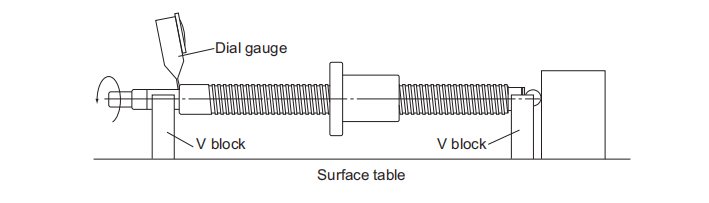
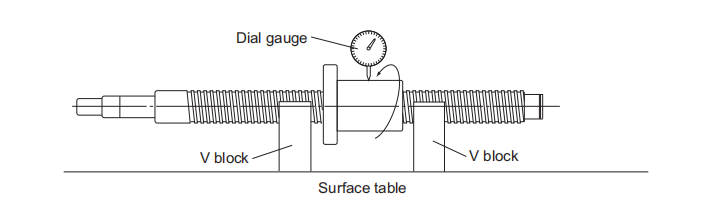
1. Độ rung hướng kính của phần lắp đặt so với trục của giá đỡ trục vít me:
Đỡ giá đỡ trục vít me bằng khối V. Đặt đầu dò tiếp xúc với đường kính ngoài của phần lắp đặt, quay trục vít me một vòng và đo chênh lệch lớn nhất của độ rung hướng kính bằng đồng hồ so.
2. Độ rung hướng kính của mặt rãnh ren so với trục của giá đỡ trục vít me:
Đỡ giá đỡ trục vít me bằng khối V. Đặt đầu dò tiếp xúc với đường kính ngoài của đai ốc, quay trục vít me một vòng mà không quay đai ốc và đo chênh lệch lớn nhất của độ rung hướng kính bằng đồng hồ so.
3. Độ rung mặt đầu của mặt đầu đỡ so với trục phần đỡ trục vít me:
Đỡ phần đỡ trục vít me bằng khối V. Với đầu dò tiếp xúc với mặt đầu của phần đỡ trục vít me, quay trục vít me một vòng và đo độ chênh lệch lớn nhất của độ rung bằng đồng hồ so.
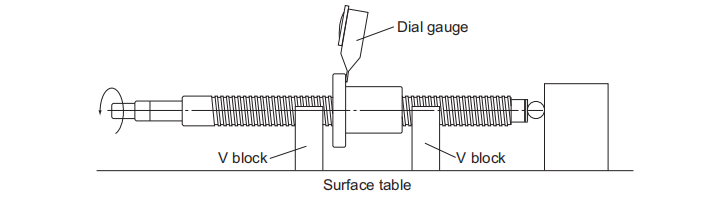
4. Độ rung tròn của bề mặt lắp bích so với trục trục vít me:
Đỡ đường kính ngoài của phần ren trục vít me liền kề với đai ốc bằng khối V. Với đầu dò tiếp xúc với mặt đầu của bích đai ốc, quay đồng thời trục vít me và đai ốc một vòng, và đo độ chênh lệch lớn nhất của độ rung bằng đồng hồ so.
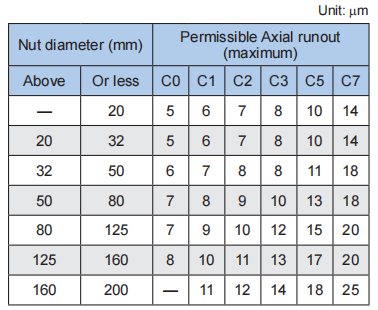
5. Độ rung hướng kính của đường kính ngoài đai ốc so với trục trục vít me:
Đỡ đường kính ngoài của phần ren trục vít liền kề với đai ốc bằng khối V. Với đầu dò tiếp xúc với đường kính ngoài của đai ốc, xoay đai ốc một vòng mà không xoay trục vít, và đo độ sai lệch lớn nhất của độ runout bằng đồng hồ so.
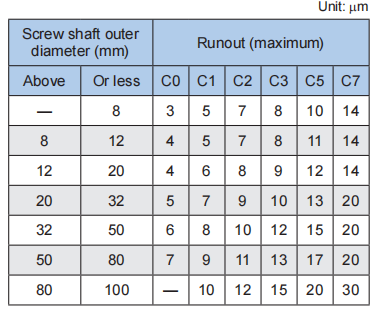
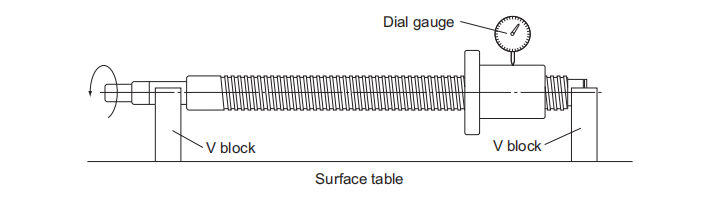
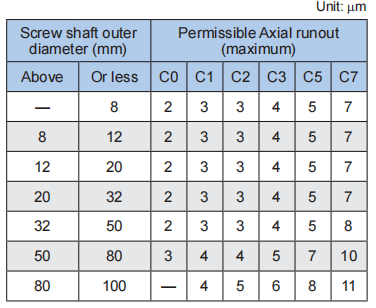
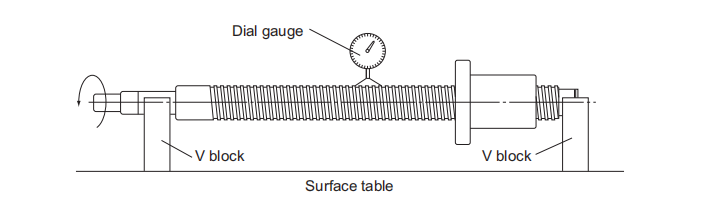
6. Tổng độ runout hướng kính của đường kính ngoài phần trục vít so với trục đỡ trục vít:
Đỡ trục đỡ trục vít bằng khối V. Với đầu dò tiếp xúc với đường kính ngoài của trục vít, xoay trục vít một vòng và đo độ runout tại nhiều điểm dọc theo trục bằng đồng hồ so, ghi lại giá trị lớn nhất.
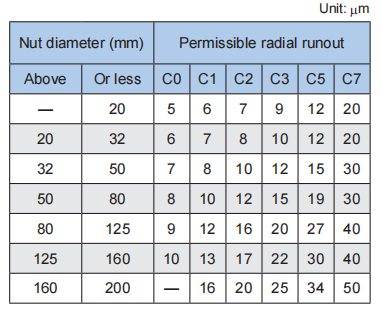
Đối với dung sai độ runout hướng kính của đường kính ngoài trục vít so với trục đỡ trục vít, vui lòng tham khảo tiêu chuẩn JIS B 1192 (ISO 3408).
Đối với độ runout quá mức của bề mặt lắp bích: Kiểm tra xem bề mặt nối bích có phẳng hay không, hoặc sử dụng các tấm đệm mỏng để điều chỉnh tinh.
Đối với độ đảo quá mức của đường kính ngoài của đai ốc: Điều chỉnh vị trí lắp đặt vỏ ổ bi hoặc vỏ đai ốc, và sửa chữa bề mặt định vị nếu cần thiết.
Xác nhận lại bằng đo lường
Sau mỗi lần điều chỉnh, tiến hành đo lại theo phương pháp tiêu chuẩn cho đến khi toàn bộ các giá trị độ đảo và độ song song liên quan đều nằm trong giới hạn của bảng dung sai tương ứng.
Hiệu chuẩn độ đồng trục của trục vít bi là một công việc lắp đặt cơ bản nhưng vô cùng quan trọng. Hầu hết các vấn đề phát sinh đối với trục vít bi—như quá nhiệt, tiếng ồn bất thường, kẹt và tuổi thọ ngắn—đều bắt nguồn từ khâu này.
Bằng cách tuân thủ quy trình ‘căn chỉnh sơ bộ → hiệu chỉnh tinh bằng đồng hồ so → siết chặt chéo → kiểm tra lại và nghiệm thu’, đồng thời kiểm soát nghiêm ngặt sai số độ đảo, lực ngang có thể được loại bỏ về mặt kết cấu, đảm bảo hoạt động ổn định lâu dài của trục vít bi.