 EN
EN
 AR
AR
 BG
BG
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 ID
ID
 UK
UK
 VI
VI
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 SW
SW
 GA
GA
 CY
CY
 BE
BE
 KA
KA
 LA
LA
 MY
MY
 TG
TG
 UZ
UZ


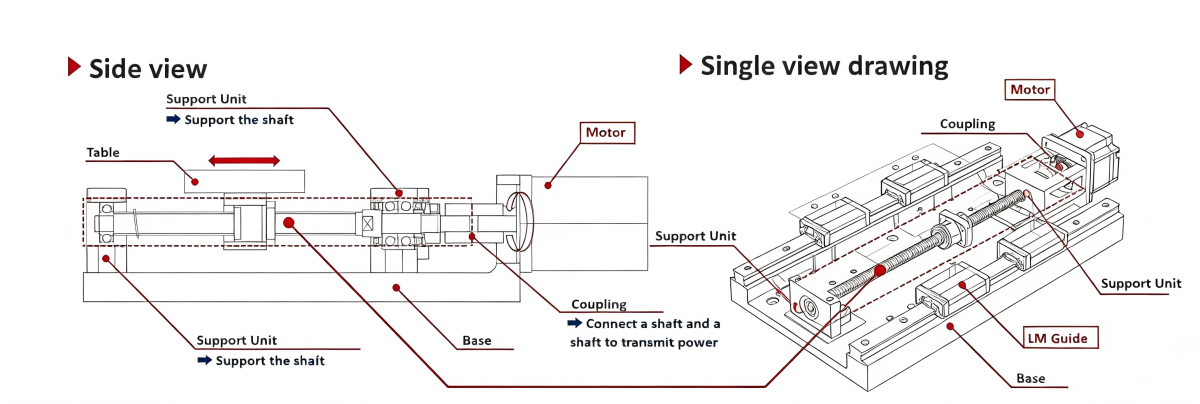
Ключовим моментом у виправленні коаксіальності кулькового гвинта є забезпечення того, щоб «вал двигуна – муфта – вал гвинта – опорний підшипник» розташовувалися на одній осьовій лінії; в іншому разі можуть виникнути вібрації, перегрівання, неспецифічні шуми, похибки позиціонування або навіть передчасне зношення гвинта.
Що таке коаксіальність кулькового гвинта?
Під час збирання осі корпусів підшипників з обох кінців кулькового гвинта, валу гвинта та муфти двигуна мають бути вирівняні в одну пряму лінію.
Якщо має місце відхилення від коаксіальності, це означає, що зазначені осі не вирівняні, що безпосередньо впливає на точність передачі, плавність роботи та термін служби гвинта.
Інструменти, необхідні для калібрування:
Магнітний індикаторний мікрометр / індикаторний мікрометр, основа для індикатора, щуповий набір, тонкі прокладки з міді / нержавіючої сталі (для регулювання зазору), шестигранний ключ, динамометричний ключ
Стандартні методи випробувань
Усунення неконцентричності вимагає точних вимірювань. Стандартні методи випробувань наведено нижче:
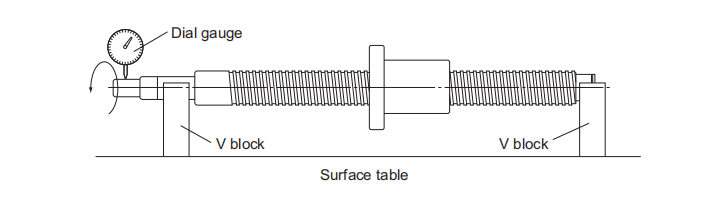
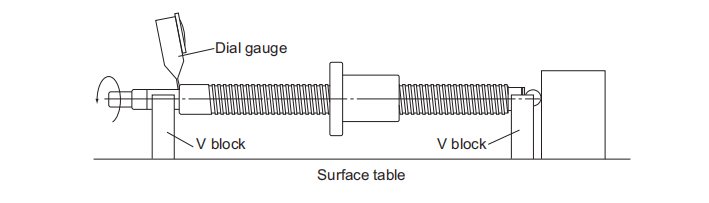
1. Радіальне биття монтажної частини відносно осі опори гвинтової пари:
Закріпіть опору гвинтової пари у V-подібному блоку. Підведіть вимірювальний щуп до зовнішнього діаметра монтажної частини, оберніть гвинтову пару на один оберт і виміряйте максимальну різницю биття за допомогою індикаторного мікрометра.
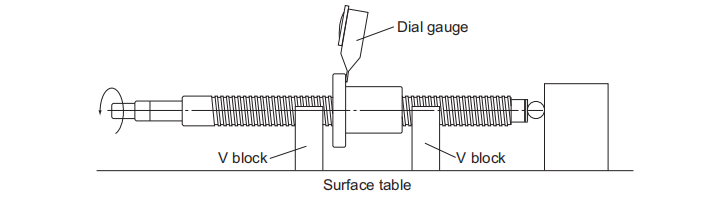
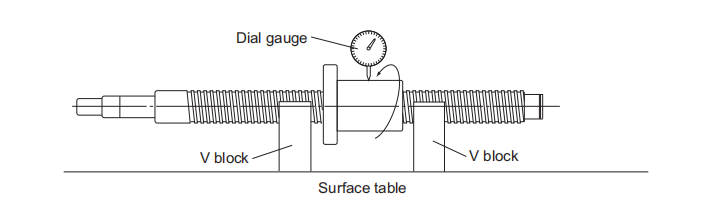
2. Радіальне биття торцевої поверхні різьбової канавки відносно осі опори гвинтової пари:
Закріпіть опору гвинтової пари у V-подібному блоку. Підведіть вимірювальний щуп до зовнішнього діаметра гайки, оберніть гвинтову пару на один оберт без обертання гайки й виміряйте максимальну різницю биття за допомогою індикаторного мікрометра.
3. Бічне биття опорної торцевої поверхні відносно осі вала опорної частини гвинтової пари:
Закріпіть опору гвинтової пари у V-подібному блоку. Підведіть щуп до торцевої поверхні опори гвинтової пари, оберніть гвинтову пару на один оберт і виміряйте максимальну різницю биття за допомогою стрілкового індикатора.
4. Кругове биття монтажної поверхні фланця відносно осі гвинтової пари:
Закріпіть зовнішній діаметр різьбової частини гвинтової пари, розташованої поруч із гайкою, у V-подібному блоку. Підведіть щуп до торцевої поверхні фланця гайки, одночасно оберніть гвинтову пару й гайку на один оберт і виміряйте максимальну різницю биття за допомогою стрілкового індикатора.
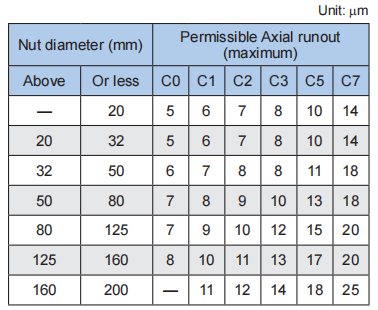
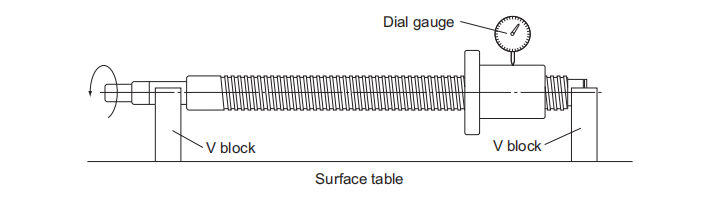
5. Радіальне биття зовнішнього діаметра гайки відносно осі гвинтової пари:
Підтримуйте зовнішній діаметр різьбової частини гвинта-хідника за допомогою V-подібного блоку. Зі стиком щупа ззовнішнім діаметром гайки обертайте гайку на один оберт, не обертаючи при цьому гвинт-хідник, і виміряйте максимальну різницю биття за допомогою стрілкового індикатора.
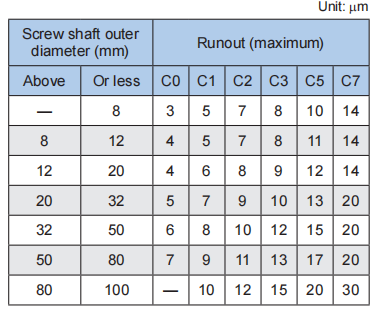
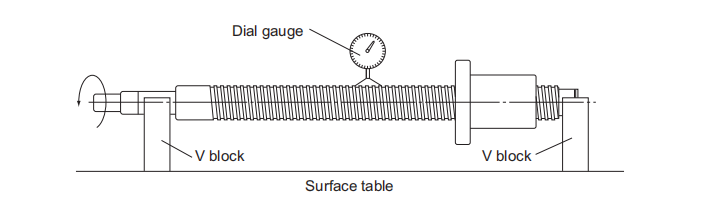
6. Загальне радіальне биття зовнішнього діаметра ділянки гвинта-хідника відносно осі опори валу гвинта-хідника:
Підтримуйте опору гвинта-хідника за допомогою V-подібного блоку. Зі стиком щупа ззовнішнім діаметром гвинта-хідника обертайте гвинт-хідник на один оберт і вимірюйте биття в кількох точках уздовж осі за допомогою стрілкового індикатора, фіксуючи максимальне значення.
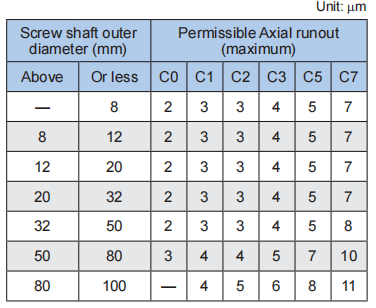
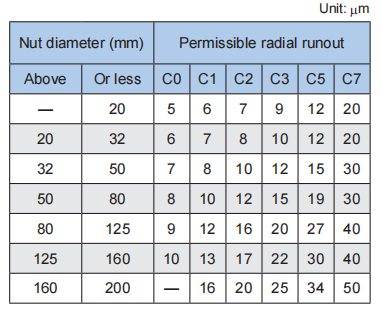
Щодо допуску радіального биття зовнішнього діаметра гвинта-хідника відносно осі опори валу гвинта-хідника, див. JIS B 1192 (ISO 3408).
У разі надмірного биття монтажної поверхні фланця: перевірте, чи є монтажна поверхня фланця рівною, або скористайтеся тонкими прокладками для точного регулювання.
Для надмірного биття зовнішнього діаметра гайки: відкоригуйте положення кріплення корпуса підшипника або корпуса гайки й, за необхідності, відремонтуйте поверхню базування.
Підтвердження повторного вимірювання
Після кожної коригувальної операції виконуйте повторне вимірювання згідно зі стандартним методом, доки всі відповідні значення биття та паралельності не будуть відповідати межам відповідної таблиці допусків.
Калібрування співвісності кулькового гвинта — це фундаментальна, але надзвичайно важлива операція при монтажі. Більшість проблем із кульковими гвинтами, зокрема перегрівання, неспецифічний шум, заклинювання та скорочений термін експлуатації, виникають саме на цьому етапі.
Дотримуючись процесу «грубе вирівнювання → точне налаштування індикаторним годинниковим приладом → діагональне затягування → повторне тестування та приймання» й суворо контролюючи похибку биття, можна структурно усунути поперечні навантаження, забезпечивши тривалу стабільну роботу кулькового гвинта.