 EN
EN
 AR
AR
 BG
BG
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 ID
ID
 UK
UK
 VI
VI
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 SW
SW
 GA
GA
 CY
CY
 BE
BE
 KA
KA
 LA
LA
 MY
MY
 TG
TG
 UZ
UZ


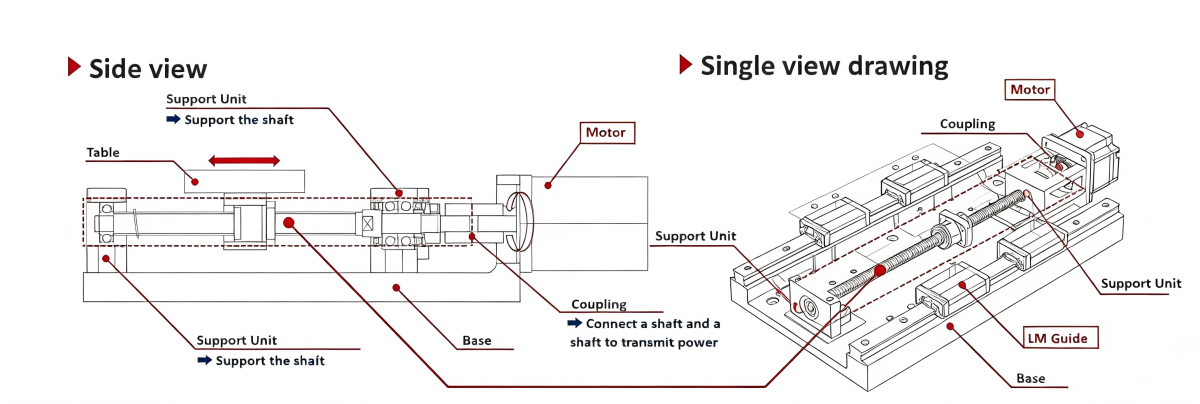
Ang susi sa pagwawasto ng koaksyalidad ng ball screw ay ang pagtiyak na ang "motor shaft – coupling – screw shaft – support bearing" ay nasa iisang sentro na guhit; kung hindi, maaaring magdulot ito ng pagvibrate, sobrang init, di-normal na ingay, mga kamalian sa posisyon, o kahit na maagang pagsuot ng screw.
Ano ang koaksyalidad ng isang ball screw?
Sa panahon ng pag-aassemble, ang mga aksis ng mga bearing housing sa parehong dulo ng ball screw, ang screw shaft, at ang motor coupling ay kailangang i-align sa isang tuwid na linya.
Kung mayroong pagkakaiba sa koaksyalidad, nangangahulugan ito na ang mga aksis na ito ay hindi naka-align, na magdudulot ng direkta ng epekto sa katumpakan ng transmisyon, kaginhawahan ng operasyon, at buhay na serbisyo ng screw.
Mga kagamitan na kailangan para sa pagkakalibrado:
Magnetic dial indicator/micrometer, indicator base, feeler gauge, manipis na copper/stainless steel shims (para sa pag-aadjust ng clearance), Allen wrench, torque wrench
Mga Pamantayang Paraan sa Pagsubok
Ang pagwawasto ng coaxiality ay nangangailangan ng tumpak na pagsukat. Ang mga pamantayang paraan sa pagsubok ay ang mga sumusunod:
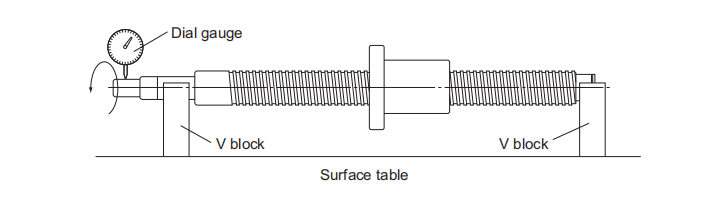
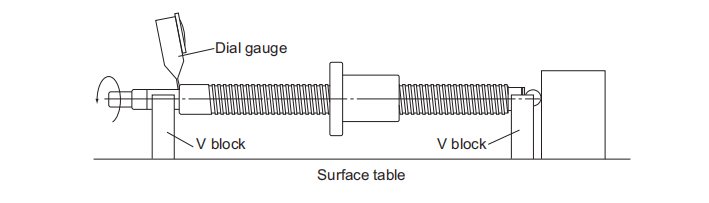
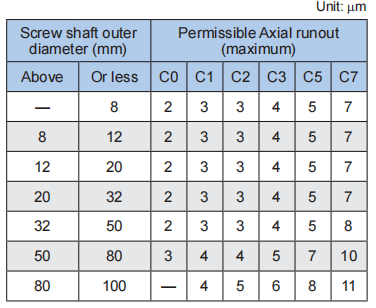
1. Radial runout ng bahagi ng mounting na nauugnay sa axis ng leadscrew support:
I-support ang leadscrew support gamit ang V-block. Gamit ang probe na nakadikit sa outer diameter ng bahagi ng mounting, i-rotate ang leadscrew ng isang buong rebolusyon at sukatin ang pinakamalaking pagkakaiba sa runout gamit ang dial indicator.
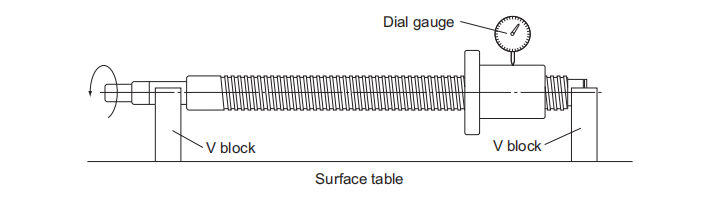
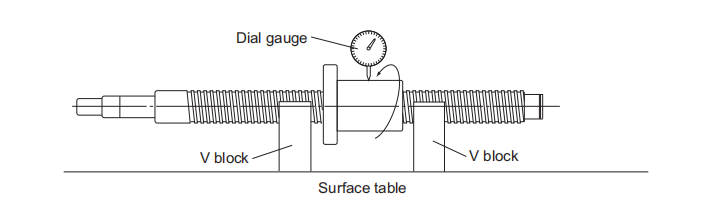
2. Radial runout ng mukha ng thread groove na nauugnay sa axis ng leadscrew support:
I-support ang leadscrew support gamit ang V-block. Gamit ang probe na nakadikit sa outer diameter ng nut, i-rotate ang leadscrew ng isang buong rebolusyon nang hindi ini-rotate ang nut at sukatin ang pinakamalaking pagkakaiba sa runout gamit ang dial indicator.
3. Pagkakalabas ng mukha ng dulo ng suporta na may kaugnayan sa aksis ng bahagi ng shaft ng lead screw na sumusuporta:
Suportahan ang suporta ng lead screw gamit ang V-block. Gamit ang probe na nakadikit sa dulo ng mukha ng suporta ng lead screw, i-ikot ang lead screw nang isang buong rebolusyon at sukatin ang pinakamalaking pagkakaiba sa pagkakalabas gamit ang dial indicator.
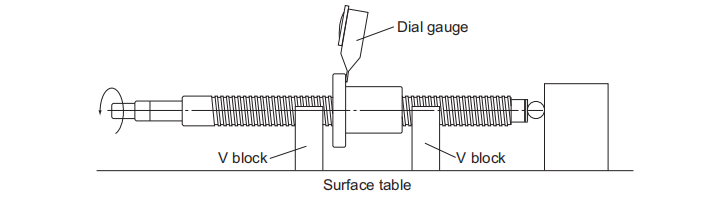
4. Pabilog na pagkakalabas ng ibabaw ng pinalalagyan ng flange na may kaugnayan sa aksis ng lead screw:
Suportahan ang panlabas na diameter ng naka-thread na bahagi ng lead screw na malapit sa nut gamit ang V-block. Gamit ang probe na nakadikit sa dulo ng mukha ng flange ng nut, i-ikot nang sabay ang lead screw at ang nut nang isang buong rebolusyon, at sukatin ang pinakamalaking pagkakaiba sa pagkakalabas gamit ang dial indicator.
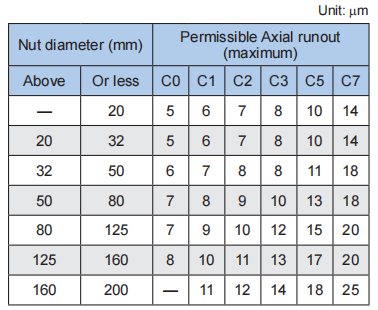
5. Radial na pagkakalabas ng panlabas na diameter ng nut na may kaugnayan sa aksis ng lead screw:
Suportahan ang panlabas na diameter ng nakapalit na bahagi ng lead screw gamit ang isang V-block. Kasabay ng pagkontak ng probe sa panlabas na diameter ng nut, i-rotate ang nut ng isang kumpletong rebolusyon nang hindi ini-rotate ang lead screw, at sukatin ang pinakamalaking pagkakaiba sa runout gamit ang isang dial indicator.
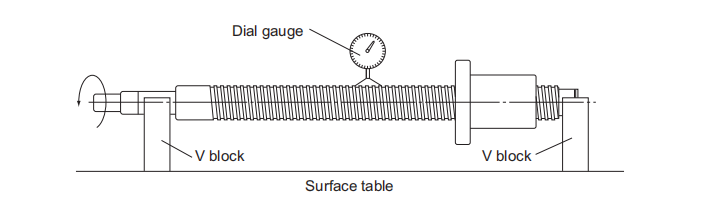
6. Kabuuang radial runout ng panlabas na diameter ng seksyon ng lead screw na kaugnay sa aksis ng suporta ng lead screw shaft:
Suportahan ang suporta ng lead screw gamit ang isang V-block. Kasabay ng pagkontak ng probe sa panlabas na diameter ng lead screw, i-rotate ang lead screw ng isang kumpletong rebolusyon, at sukatin ang runout sa maraming puntos kasalong aksis gamit ang isang dial indicator, na nagre-record ng pinakamataas na halaga.
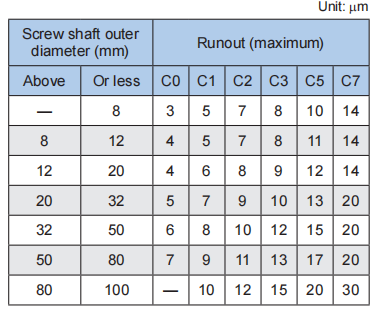
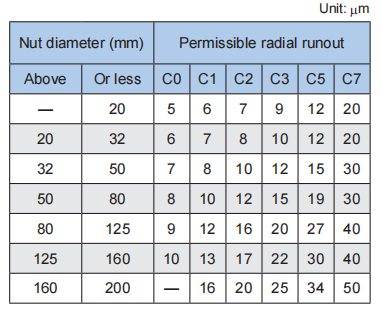
Para sa toleransya ng radial runout ng panlabas na diameter ng lead screw na kaugnay sa aksis ng suporta ng lead screw shaft, mangyaring tingnan ang JIS B 1192 (ISO 3408).
Para sa labis na runout ng ibabaw ng flange mounting: Suriin kung patag ang ibabaw ng koneksyon ng flange, o gamitin ang manipis na shims para sa mahinang pag-aadjust.
Para sa labis na pagkakalabas ng panlabas na diameter ng nuts: Ayusin ang posisyon ng pag-mount ng housing ng bearing o housing ng nuts, at ayusin ang ibabaw ng paglokal kung kinakailangan.
Kumpirmasyon ng Muling Pagsukat
Pagkatapos ng bawat pag-aayos, muling sukatin ayon sa pamantayan na paraan hanggang sa ang lahat ng kaugnay na pagkakalabas at parallelismo ay sumunod sa mga limitasyon ng kaukulang talahanayan ng toleransya.
Ang kalibrasyon ng coaxiality ng ball screw ay isang pangunahing ngunit mahalagang gawain sa pag-install. Ang karamihan sa mga problema sa ball screw—tulad ng sobrang init, di-normal na ingay, pagkakapit, at maikling buhay—ay nagmumula rito.
Sa pamamagitan ng pagsunod sa proseso ng “pangkalahatang alignment → fine-tuning gamit ang dial gauge → diagonal locking → muling pagsusuri at pag-apruba,” at ng mahigpit na pagkontrol sa pagkakalabas na error, maaaring tanggalin ang mga lateral na puwersa nang estruktural, na nagsisiguro ng matagalang stable na operasyon ng ball screw.