 EN
EN
 AR
AR
 BG
BG
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 ID
ID
 UK
UK
 VI
VI
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 SW
SW
 GA
GA
 CY
CY
 BE
BE
 KA
KA
 LA
LA
 MY
MY
 TG
TG
 UZ
UZ


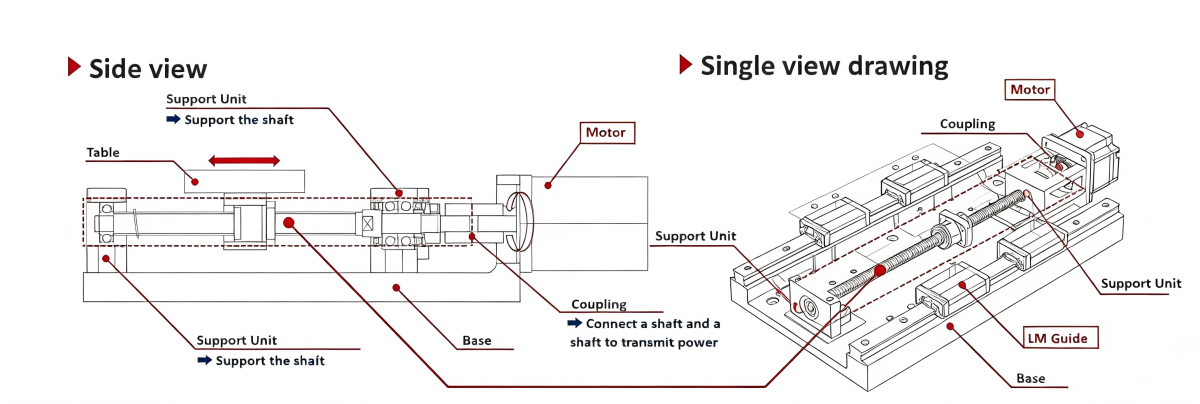
หัวใจสำคัญในการปรับความร่วมศูนย์ของสกรูลูกกลิ้งคือการรับประกันว่า “เพลาของมอเตอร์ – ข้อต่อ – เพลาของสกรู – ตลับลูกปืนรองรับ” จะอยู่บนแนวแกนกลางเดียวกัน มิฉะนั้นอาจก่อให้เกิดการสั่นสะเทือน ความร้อนสูงผิดปกติ เสียงดังผิดปกติ ความคลาดเคลื่อนในการกำหนดตำแหน่ง หรือแม้แต่การสึกหรอของสกรูก่อนเวลาอันควร
ความร่วมศูนย์ของสกรูลูกกลิ้งคืออะไร?
ในระหว่างการประกอบ แกนของที่รองรับตลับลูกปืนทั้งสองปลายของสกรูลูกกลิ้ง เพลาของสกรู และข้อต่อของมอเตอร์ ต้องจัดเรียงให้เป็นเส้นตรงเดียวกัน
หากมีความเบี่ยงเบนของความร่วมศูนย์ หมายความว่าแกนเหล่านี้ไม่ได้จัดเรียงให้ตรงกัน ซึ่งจะส่งผลโดยตรงต่อความแม่นยำของการส่งกำลัง ความเรียบเนียนในการทำงาน และอายุการใช้งานของสกรู
เครื่องมือที่จำเป็นสำหรับการปรับเทียบ:
ไมโครมิเตอร์แบบเข็มแม่เหล็ก / เครื่องวัดความเบี้ยวแบบเข็ม (Dial Indicator), ฐานยึดเครื่องวัดความเบี้ยว, เครื่องวัดความหนาแบบใบสอด (Feeler Gauge), แผ่นรองบางทำจากทองแดงหรือสแตนเลส (ใช้ปรับระยะห่าง), ประแจแอลเลน, ประแจวัดแรงบิด
วิธีการทดสอบมาตรฐาน
การปรับแก้ความร่วมแกน (Coaxiality) ต้องอาศัยการวัดที่แม่นยำ วิธีการทดสอบมาตรฐานมีดังนี้:
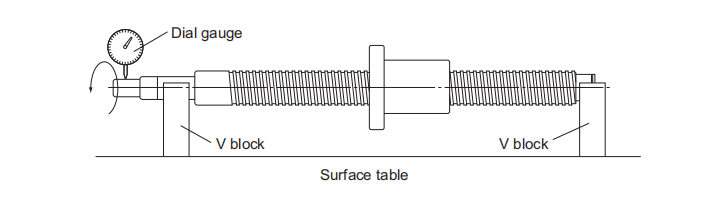
1. ความเบี้ยวแนวรัศมีของส่วนที่ยึดติดเมื่อเทียบกับแกนของตัวรองรับเพลาเกลียว:
ยึดตัวรองรับเพลาเกลียวด้วยบล็อกรูปตัววี (V-block) วางหัววัดของเครื่องวัดความเบี้ยวแบบเข็มให้สัมผัสกับเส้นผ่านศูนย์กลางภายนอกของส่วนที่ยึดติด จากนั้นหมุนเพลาเกลียวครบหนึ่งรอบ และวัดค่าความต่างสูงสุดของความเบี้ยวโดยใช้เครื่องวัดความเบี้ยวแบบเข็ม
2. ความเบี้ยวแนวรัศมีของพื้นผิวด้านข้างร่องเกลียวเมื่อเทียบกับแกนของตัวรองรับเพลาเกลียว:
ยึดตัวรองรับเพลาเกลียวด้วยบล็อกรูปตัววี (V-block) วางหัววัดของเครื่องวัดความเบี้ยวแบบเข็มให้สัมผัสกับเส้นผ่านศูนย์กลางภายนอกของนัต (Nut) จากนั้นหมุนเพลาเกลียวครบหนึ่งรอบ โดยไม่หมุนนัต และวัดค่าความต่างสูงสุดของความเบี้ยวโดยใช้เครื่องวัดความเบี้ยวแบบเข็ม
3. ความเบี้ยวของผิวด้านปลายที่รองรับเทียบกับแกนส่วนที่รองรับเพลาสกรูเลื่อน:
ยึดส่วนที่รองรับสกรูเลื่อนด้วยบล็อกตัววี (V-block) วางหัววัดสัมผัสกับผิวด้านปลายของส่วนที่รองรับสกรูเลื่อน จากนั้นหมุนสกรูเลื่อนหนึ่งรอบ และวัดค่าความต่างสูงสุดของความเบี้ยวโดยใช้ดิจิตอลอินดิเคเตอร์ (dial indicator)
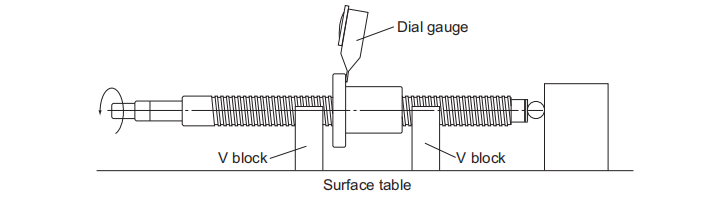
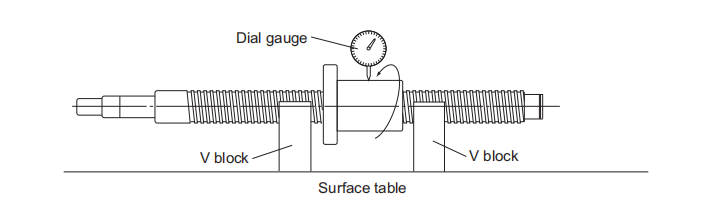
4. ความเบี้ยวแบบวงกลมของผิวติดตั้งฟลานจ์เทียบกับแกนสกรูเลื่อน:
ยึดเส้นผ่านศูนย์กลางภายนอกของส่วนเกลียวสกรูเลื่อนที่อยู่ติดกับนัตด้วยบล็อกตัววี (V-block) วางหัววัดสัมผัสกับผิวด้านปลายของฟลานจ์นัต จากนั้นหมุนสกรูเลื่อนและนัตพร้อมกันหนึ่งรอบ และวัดค่าความต่างสูงสุดของความเบี้ยวโดยใช้ดิจิตอลอินดิเคเตอร์ (dial indicator)
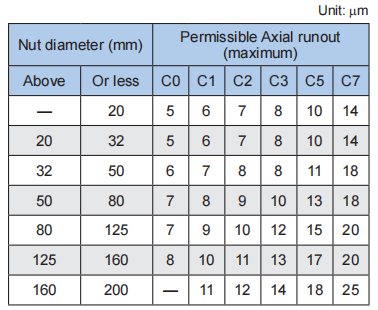
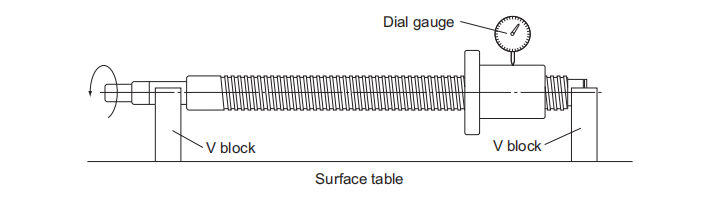
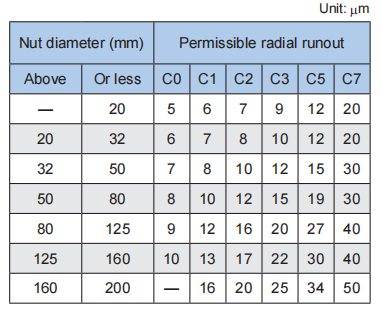
5. ความเบี้ยวแบบรัศมีของเส้นผ่านศูนย์กลางภายนอกของนัตเทียบกับแกนสกรูเลื่อน:
รองรับเส้นผ่านศูนย์กลางด้านนอกของส่วนเกลียวของเพลาสกรูที่อยู่ติดกับนัตโดยใช้ V-block จากนั้นวางหัววัดให้สัมผัสกับเส้นผ่านศูนย์กลางด้านนอกของนัต หมุนนัตหนึ่งรอบโดยไม่หมุนเพลาสกรู และวัดค่าความคลาดเคลื่อนสูงสุดของการเบี้ยวแบบเรเดียล (runout) โดยใช้ดิจิตอลอินดิเคเตอร์
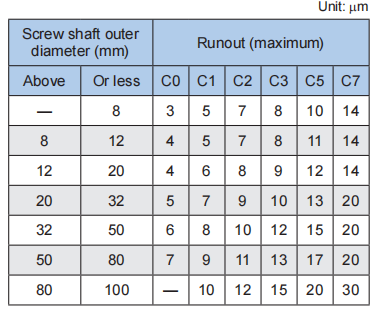
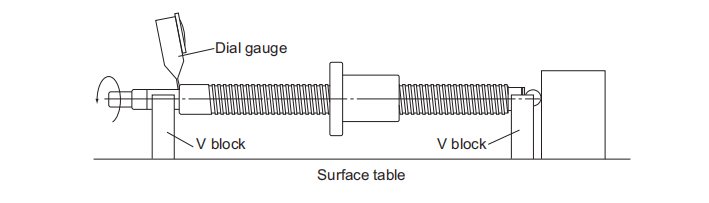
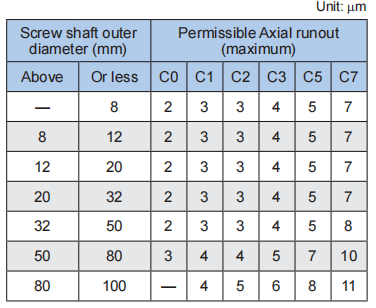
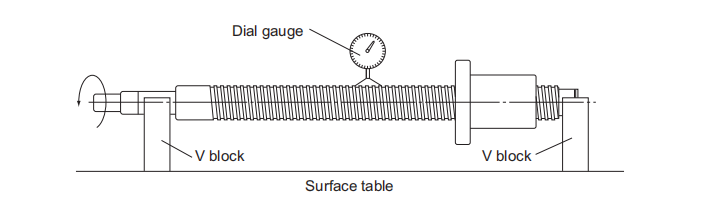
6. ค่าความคลาดเคลื่อนรวมของการเบี้ยวแบบเรเดียล (Total radial runout) ของเส้นผ่านศูนย์กลางด้านนอกของส่วนเพลาสกรู เทียบกับแกนของโครงยึดเพลาสกรู:
รองรับโครงยึดเพลาสกรูโดยใช้ V-block แล้ววางหัววัดให้สัมผัสกับเส้นผ่านศูนย์กลางด้านนอกของเพลาสกรู หมุนเพลาสกรูหนึ่งรอบ และวัดค่าการเบี้ยวแบบเรเดียล (runout) ที่จุดต่าง ๆ ตามแนวแกนด้วยดิจิตอลอินดิเคเตอร์ พร้อมบันทึกค่าสูงสุดที่ได้
สำหรับค่าความคลาดเคลื่อนที่ยอมรับได้ของการเบี้ยวแบบเรเดียล (radial runout tolerance) ของเส้นผ่านศูนย์กลางด้านนอกของเพลาสกรู เทียบกับแกนของโครงยึดเพลาสกรู โปรดดูมาตรฐาน JIS B 1192 (ISO 3408)
กรณีพื้นผิวติดตั้งฟลานจ์มีค่าการเบี้ยวแบบเรเดียล (runout) เกินกำหนด: ตรวจสอบว่าพื้นผิวเชื่อมต่อฟลานจ์มีความเรียบหรือไม่ หรือใช้แผ่นชิมบาง ๆ เพื่อปรับแต่งอย่างละเอียด
สำหรับความคลาดเคลื่อนของเส้นผ่านศูนย์กลางภายนอกของน็อตที่มากเกินไป: ปรับตำแหน่งการติดตั้งของชุดแบริ่งหรือชุดที่รองรับน็อต และซ่อมแซมพื้นผิวตำแหน่งที่ใช้ในการจัดแนวหากจำเป็น
ยืนยันผลการวัดใหม่
หลังจากการปรับแต่ละครั้ง ให้วัดค่าใหม่ตามวิธีมาตรฐานจนกว่าค่าความคลาดเคลื่อนของความไม่กลม (runout) และความขนานทั้งหมดจะอยู่ภายในขีดจำกัดที่กำหนดไว้ในตารางความคลาดเคลื่อนที่สอดคล้องกัน
การสอบเทียบความร่วมแกน (coaxiality) ของเพลาสกรูลูกบอลเป็นงานติดตั้งขั้นพื้นฐานแต่มีความสำคัญยิ่ง ปัญหาส่วนใหญ่ที่เกิดกับเพลาสกรูลูกบอล เช่น การร้อนจัด เสียงผิดปกติ การติดขัด และอายุการใช้งานสั้น มักมีต้นเหตุมาจากการไม่ร่วมแกนอย่างเหมาะสม
โดยปฏิบัติตามกระบวนการ “การจัดแนวเบื้องต้น → ปรับแต่งละเอียดด้วยไมโครมิเตอร์แบบเข็มชี้ (dial gauge) → ยึดแน่นแบบไขว้ → ทดสอบและตรวจสอบซ้ำ” พร้อมควบคุมความคลาดเคลื่อนของความไม่กลม (runout error) อย่างเคร่งครัด จะสามารถกำจัดแรงด้านข้างได้ในเชิงโครงสร้าง ทำให้มั่นใจได้ว่าเพลาสกรูลูกบอลจะทำงานอย่างมั่นคงและต่อเนื่องในระยะยาว