 EN
EN
 AR
AR
 BG
BG
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 ID
ID
 UK
UK
 VI
VI
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 SW
SW
 GA
GA
 CY
CY
 BE
BE
 KA
KA
 LA
LA
 MY
MY
 TG
TG
 UZ
UZ


Steg in på vilken modern tillverkningsanläggning som helst – oavsett om det är en CNC-routershop som formar aluminiumdelar, en bilfabrik som pressar karosseriplåtar eller ett logistikcenter som sorterar paket – och du kommer att hitta en outtalad hjälte som driver verksamheten: kuggstångssystemet. Förra kvartalet drog en ny ingenjörspraktikant i en 3C-fabrik i Shenzhen mig åt sidan och frågade: "Varför använder vi denna 'tandade stång' istället för remdrift för vår precisionsmonteringslinje?" Det är en fråga som rör kärnan i hur rörelse i tillverkning fungerar – och en värd att gå igenom för alla som arbetar med industriell utrustning.
Kuggstångssystem finns överallt, men deras enkelhet döljer en anmärkningsvärd ingenjörskonst. I den här guiden börjar vi med grunderna: vad en kuggstång och pinjong är faktiskt är hur den omvandlar rörelse, de viktigaste typerna du kommer att möta i fabriker och varför valet av rätt typ spelar större roll än du kanske tror. Inget överskott av facktermer – bara tydlig, praktisk vetenskap anpassad för tillverkare.
Först och främst: Vad är en rack och pinion?
I sin grundform är en rack och pinion ett mekaniskt transmissionssystem som omvandlar rotation (till exempel en motor som snurrar) till linjär rörelse (till exempel en maskinslida som rör sig fram och tillbaka) – eller tvärtom. Det består av två huvudkomponenter:
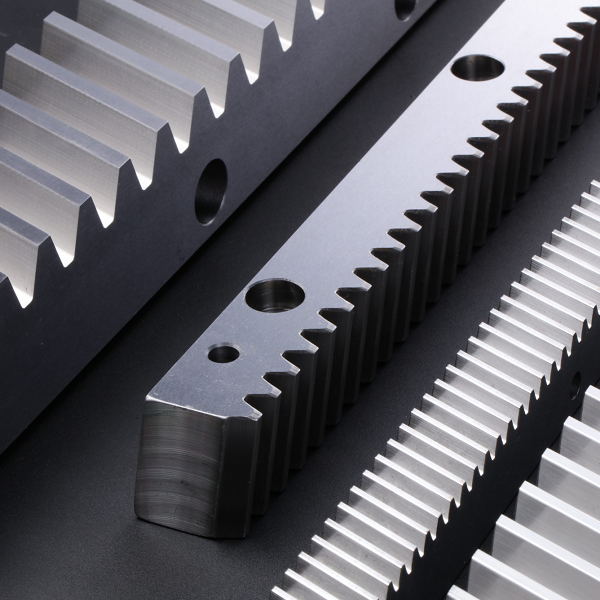
Hyllan : Tänk på det som ett "rakväxlshjul". Det är en lång stav (vanligtvis gjord av stål eller legering) med jämnt fördelade tänder skurna längs ena sidan. Rack finns i standardlängder (1 m, 2 m, 3 m) och kan fogas samman ände till ände för längre vägsträckor – avgörande för stora maskiner som portal-CNC.
Pinionen : Detta är ett litet, runt kugghjul som meshar (samverkar) med rackens tänder. Det är fäst vid en motor eller handkvarn; när det snurrar skjuter dess tänder mot rackens tänder och rör racken i en rät linje. Vänd kugghjulets snurrriktning, och racken rör sig i motsatt riktning.
Här är ett exempel från verkligheten: När en CNC-fräs skär en rät linje i en träplatta rör sig fräshuvudet längs ett rack. Maskinens servomotor snurrar kugghjulet, som driver racken (och därmed fräshuvudet) exakt längs skärbanan. Ingen glidning, ingen fördröjning – bara jämn, kontrollerad rörelse.
Så här fungerar det: Vetenskapen bakom rörelseomvandling
Magin med kugghjul och rack ligger i växelförhållande och mekanisk fördel . Låt oss bryta ner det med enkla siffror (ingen avancerad matte krävs):
-
Antal tänder är viktigt : Ett typiskt kugghjul har 10–20 tänder. Om ett kugghjul med 10 tänder snurrar ett varv, rör det racken framåt med en sträcka motsvarande 10 tänder.
-
Modul = Tandstorlek : Modulen (en standardmåttenhet) anger avståndet mellan centrum av varje tand. En rack med modul 2 har 2 mm mellan tandcentrum. Så 10 tänder = 10 × 2 mm = 20 mm linjär förflyttning per pinionsvarv.
-
Hastighet kontra kraft : Mindre pinioner snurrar snabbare men levererar mindre kraft; större pinioner snurrar långsammare men genererar mer kraft. Därför använder kraftfulla maskiner (som 10-ton stanspressar) större pinioner – de offrar hastighet för vridmomentet som krävs för att röra tunga laster.
Huvudfördel: Till skillnad från remdrivsystem (som kan slira) eller skruvaxlar (som slits snabbt vid tunga belastningar) har kuggstångssystem minimal till ingen slirning och klarar höga belastningar – vilket gör dem idealiska för precisions- eller tunga tillämpningar.
De tre främsta typerna av rack (och när du ska använda varje typ)
Alla rack är inte likadana. Valet av typ beror på din tillämpning: precision, lastvikt och miljö. Här är de tre vanligaste typerna inom tillverkning, med verkliga användningsfall från våra kunder:
1. Rakväxlingar (käggeväxlingar)
Den mest grundläggande och vanligaste typen: tänderna är raka längs växlingens längd, vinkelräta mot dess rörelseriktning. De är enkla att tillverka, kostnadseffektiva och fungerar bra för de flesta allmänna applikationer.
Verklig tillämpning : En möbelfabrik i Foshan använder våra YR100 rakväxlingar på sina CNC-maskiner för träbearbetning. De behöver inte ultrahög precision (±0,1 mm räcker för möbelkomponenter), och de raka tänderna är lätta att underhålla. Växlingarna har körts i 18 månader med endast regelbunden smörjning.
Bäst för : Allmän CNC, förpackningsmaskiner, lättare monteringslinjer (last ≤5 ton, precision ±0,05 mm–±0,1 mm).
2. Helikala växlingar
Tänderna är sneda (vanligtvis 15° eller 30°) istället för raka. Denna sneda design innebär att större tandyta griper samman med pinjongen vid varje tillfälle – vilket minskar buller, ökar jämnheten och klarar högre belastningar än rakväxlingar.
Verklig tillämpning : En shanghaisk bilfabrik använder våra YR125 spiralvajrar på sina svetsrobotar. Vid svetsning krävs jämn rörelse för att undvika ojämna sömmar, och fabriken behövde minska bullernivån (spiralvajrar arbetar vid 65 dB jämfört med 80 dB för rätandade modeller). Spiralvajrarna hanterar dessutom robotens 7-tonslast med lätthet.
Bäst för : Hög hastighet (≥1 m/s), tunga laster (5–15 ton), lågbullriga miljöer (bilverkstäder, elektronikmontering).
3. Korrosionsbeständiga vajrar
Dessa vajrar är behandlade med särskilda beläggningar (krombeläggning) eller tillverkade av korrosionsbeständiga material (rostfritt stål, keramik) för att motstå rost och skador från kylmedel, kemikalier eller fuktiga miljöer. De är inte en "typ" av tand – de är en material eller beläggning uppgradering för hårda förhållanden.
Verklig tillämpning : En Wuxi PCB (kretskort) använder våra YR150-CR krombelagda rack på sina ätselmaskiner. Maskinerna använder vattenbaserad kylmedel som skulle rosta vanliga stålrack inom tre månader. Våra korrosionsbeständiga rack har kört i 12 månader utan rost, och precisionen (±0,01 mm för PCB-skärningar) är fortfarande konsekvent.
Bäst för : Fuktiga miljöer (kylmedel, tvättstationer), kemikalier (ätning, målning), fabriker vid kust (saltluft).
4 vanliga myter om rack (avslöjade)
Efter 10 år inom överföringsteknik har jag hört min del av missuppfattningar om rack. Låt oss rätta till det:
-
Myt 1: "Alla rack är likadana – välj bara det billigaste." Avslöjad: Ett generiskt rakandat rack för 50 dollar kommer att gå sönder inom 2 månader på en 10-ton press. Vårt YR200 tunga rack (tillverkat av legeringsstål 42CrMo) håller i mer än 2 år på samma press. Materialkvalitet och värmebehandling (HRC58–60 hårdhet) gör hela skillnaden.
-
Myt 2: "Rack behöver konstant smörjning." Bustat: Det beror på miljön. Renrum (3C-montering) behöver smörjning var fjärde vecka; dammiga CNC-verkstäder behöver det varannan vecka. Vi tillhandahåller en anpassad schema med varje rack – ingen gissning.
-
Myt 3: "Helikala rack är alltid bättre." Bustat: Helikala rack kostar 20 % mer än rak-tandade. Om du skär möbler i trä (låg precision, lätt belastning) är rak-tandade mer kostnadseffektiva. Uppgradera endast om du behöver jämnare gång, högre hastighet eller klarar av tung belastning.
-
Myt 4: "Rack kan inte repareras – måste bara bytas ut." Bustat: Mindre tandslitage kan åtgärdas med omslipning (vi erbjuder denna service för våra rack). Justeringsproblem (en av de främsta orsakerna till förtida slitage) kan lösas med insticksplåtar – inget behov av nytt rack.
Alibabas mest sålda rack-och-kugghjul-butik
Hur man väljer rätt rack för din fabrik
Att välja ett rack behöver inte vara komplicerat. Vi använder en 4-stegsprocess med våra kunder – du kan använda den också:
-
Definiera din belastning : Hur mycket vikt måste racken röra sig? (t.ex. 3 ton för en 3C monteringsrobot, 12 ton för en stanspress)
-
Ställ in precisionmål : Hur exakt måste rörelsen vara? (t.ex. ±0,01 mm för PCB-skärning, ±0,1 mm för möbelproduktion)
-
Bedöm miljön : Är det dammigt? Fuktigt? Hög temperatur? (t.ex. svetsverkstäder behöver värmetåliga rack; PCB-verkstäder behöver korrosionsbeständiga)
-
Beräkna väglängd : Hur långt måste racken kunna stödja rörelse? (t.ex. 5 m för en portaltyp CNC – koppla samman två 3 m rack med våra justeringspinnar)
Vid tveksamhet, skicka oss dina applikationsuppgifter – vi rekommenderar rätt rack gratis. Vi skickar till och med provväxlar så att du kan testa ingrepp innan du lägger en fullständig order.
Slutgiltig tanke: Rack som grunden för tillverkning
Kileväxelsystem är lätta att ta för givet – tills de går sönder. En billig, felanpassad kileväxel kan orsaka 4 timmars stopp (med en kostnad på över 10 000 dollar) på en upptagen monteringslinje. En välvald och ordentligt underhållen kileväxel fungerar tyst och exakt i åratal och blir en osynlig men avgörande del av din produktionssuccé.
Oavsett om du är praktikant som just lärt dig grunderna eller anläggningschef som vill minska driftstopp, hjälper kunskap om kileväxlar dig att fatta smartare beslut om utrustning. Och om du någonsin har en fråga – om tandtyp, smörjning eller reparation – finns vårt ingenjörsteam här för att hjälpa till.
Vill du ha en skräddarsydd rekommendation på en kileväxel för din maskin? Skicka oss en kort förfrågan med information om din belastning, precision och miljö. Vi återkommer med ett gratis offertförslag och en kopia av vår "Checklista för underhåll av kileväxlar" – helt utan förpliktelser, bara praktisk hjälp från personer som känner kileväxlar in och ut.
