 EN
EN
 AR
AR
 BG
BG
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 ID
ID
 UK
UK
 VI
VI
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 SW
SW
 GA
GA
 CY
CY
 BE
BE
 KA
KA
 LA
LA
 MY
MY
 TG
TG
 UZ
UZ


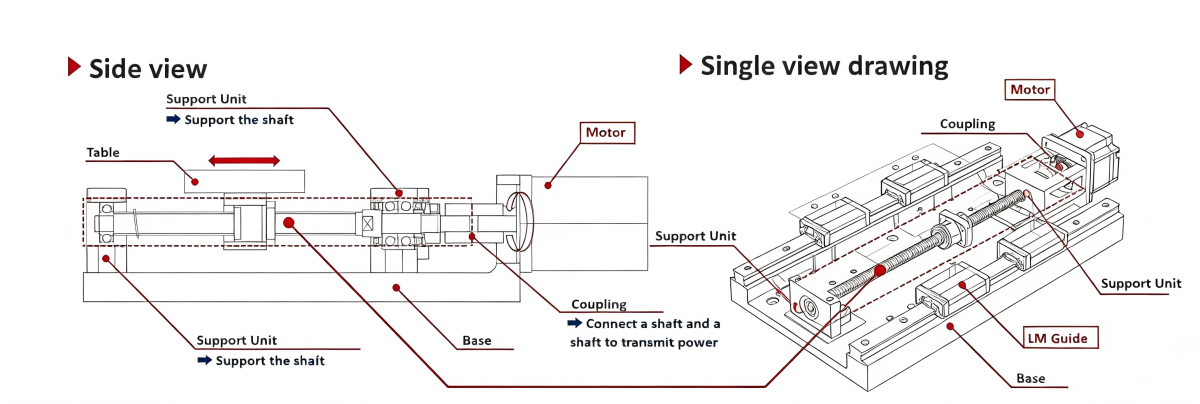
Ключевым условием коррекции соосности шарикового винта является обеспечение того, чтобы «вал двигателя – муфта – вал винта – опорный подшипник» находились на одной осевой линии; в противном случае возможны вибрации, перегрев, посторонние шумы, погрешности позиционирования или даже преждевременный износ винта.
Что такое соосность шарикового винта?
В процессе сборки оси корпусов подшипников на обоих концах шарикового винта, ось вала винта и ось муфты двигателя должны быть выровнены по прямой линии.
Если имеется отклонение соосности, это означает, что указанные оси не совпадают, что напрямую влияет на точность передачи, плавность работы и срок службы винта.
Инструменты, необходимые для калибровки:
Магнитный индикаторный нутромер/микрометр, основание для индикатора, набор щупов, тонкие прокладки из меди/нержавеющей стали (для регулировки зазора), шестигранный ключ, динамометрический ключ
Стандартные методы испытаний
Коррекция соосности требует точных измерений. Стандартные методы испытаний следующие:
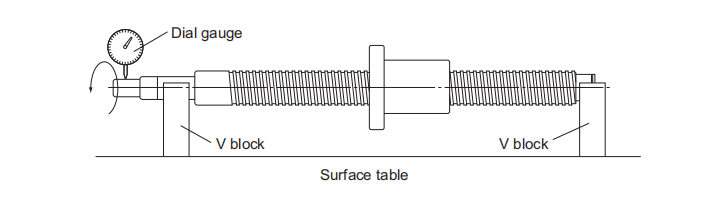
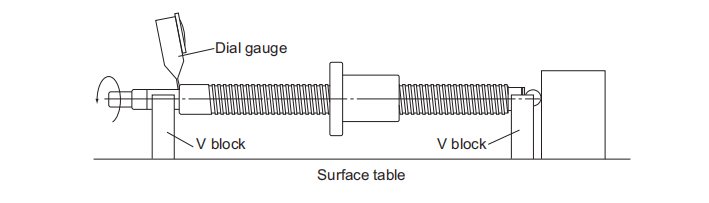
1. Радиальное биение посадочной части относительно оси опоры ходового винта:
Установите опору ходового винта на призму (V-образный блок). При контакте измерительного щупа с наружным диаметром посадочной части поверните ходовой винт на один полный оборот и измерьте максимальную разницу в величине биения с помощью индикаторного нутромера.
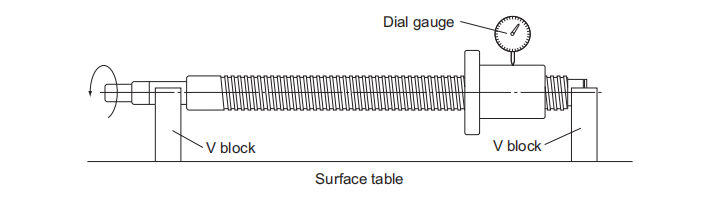
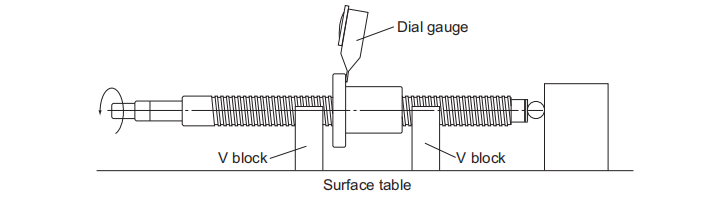
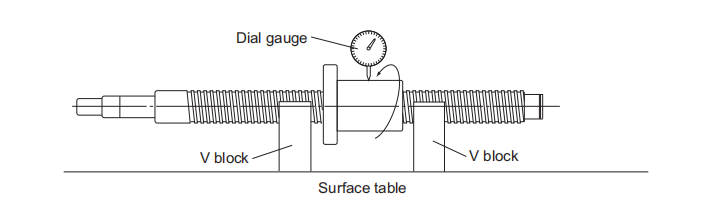
2. Радиальное биение торцевой поверхности резьбовой канавки относительно оси опоры ходового винта:
Установите опору ходового винта на призму (V-образный блок). При контакте измерительного щупа с наружным диаметром гайки поверните ходовой винт на один полный оборот без вращения гайки и измерьте максимальную разницу в величине биения с помощью индикаторного нутромера.
3. Биение торцевой поверхности опорного конца относительно оси участка винтового вала, предназначенного для крепления опоры:
Установите опору винтового вала на призму (V-образный блок). При контакте измерительного щупа с торцевой поверхностью опоры винтового вала поверните винтовой вал на один полный оборот и измерьте максимальное значение биения с помощью индикаторного нутромера.
4. Биение цилиндрической поверхности фланца крепления относительно оси винтового вала:
Установите наружный диаметр резьбовой части винтового вала, расположенной рядом с гайкой, на призму (V-образный блок). При контакте измерительного щупа с торцевой поверхностью фланца гайки одновременно поверните винтовой вал и гайку на один полный оборот и измерьте максимальное значение биения с помощью индикаторного нутромера.
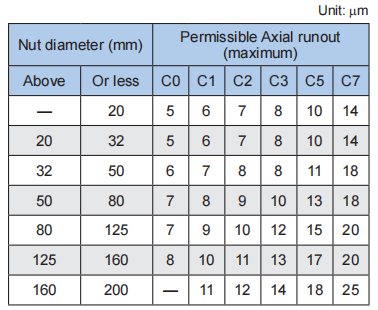
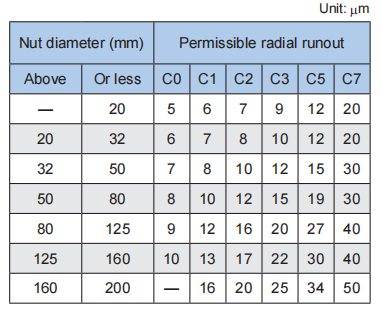
5. Радиальное биение наружного диаметра гайки относительно оси винтового вала:
Установите резьбовую часть ходового винта рядом с гайкой на призму (V-образный блок) для поддержки её наружного диаметра. При контакте измерительного щупа с наружным диаметром гайки поверните гайку на один полный оборот, не вращая при этом ходовой винт, и измерьте максимальное значение биения с помощью индикаторного часового измерителя.
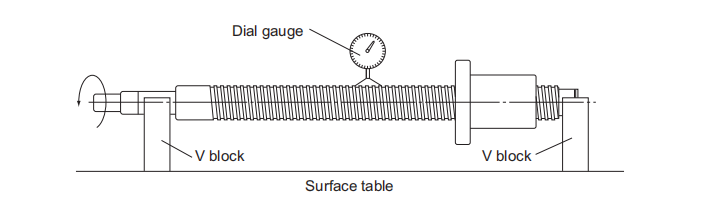
6. Полное радиальное биение наружного диаметра участка ходового винта относительно оси опоры вала ходового винта:
Установите опору ходового винта на призму (V-образный блок). При контакте измерительного щупа с наружным диаметром ходового винта поверните ходовой винт на один полный оборот и измерьте биение в нескольких точках вдоль оси с помощью индикаторного часового измерителя, зафиксировав максимальное значение.
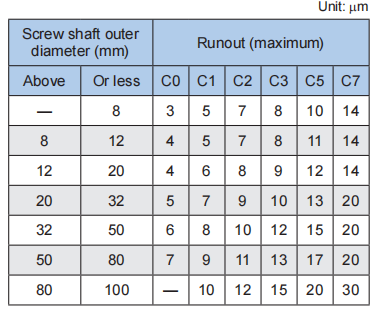
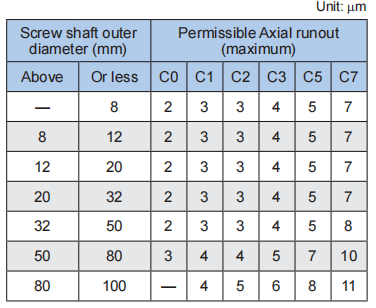
Допуск радиального биения наружного диаметра ходового винта относительно оси опоры вала ходового винта приведён в стандарте JIS B 1192 (ISO 3408).
При чрезмерном биении поверхности крепления фланца: проверьте плоскостность контактной поверхности фланца или используйте тонкие прокладки для точной регулировки.
При чрезмерном биении наружного диаметра гайки: отрегулируйте положение крепления корпуса подшипника или корпуса гайки и, при необходимости, восстановите базовую поверхность.
Подтверждение повторного измерения
После каждой регулировки выполните повторное измерение в соответствии со стандартным методом до тех пор, пока все соответствующие значения биения и параллельности не будут находиться в пределах допусков, указанных в соответствующей таблице допусков.
Калибровка соосности шарикового винта — это базовая, но чрезвычайно важная задача при монтаже. Большинство проблем с шариковыми винтами, такие как перегрев, посторонние шумы, заклинивание и сокращение срока службы, возникают именно из-за нарушений соосности.
Следуя последовательности «грубая установка → точная настройка индикаторным часовым измерителем → диагональная фиксация → повторное тестирование и приёмка» и строго контролируя погрешность биения, можно устранить боковые силы на конструктивном уровне, обеспечив тем самым долгосрочную стабильную работу шарикового винта.