 EN
EN
 AR
AR
 BG
BG
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 ID
ID
 UK
UK
 VI
VI
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 SW
SW
 GA
GA
 CY
CY
 BE
BE
 KA
KA
 LA
LA
 MY
MY
 TG
TG
 UZ
UZ


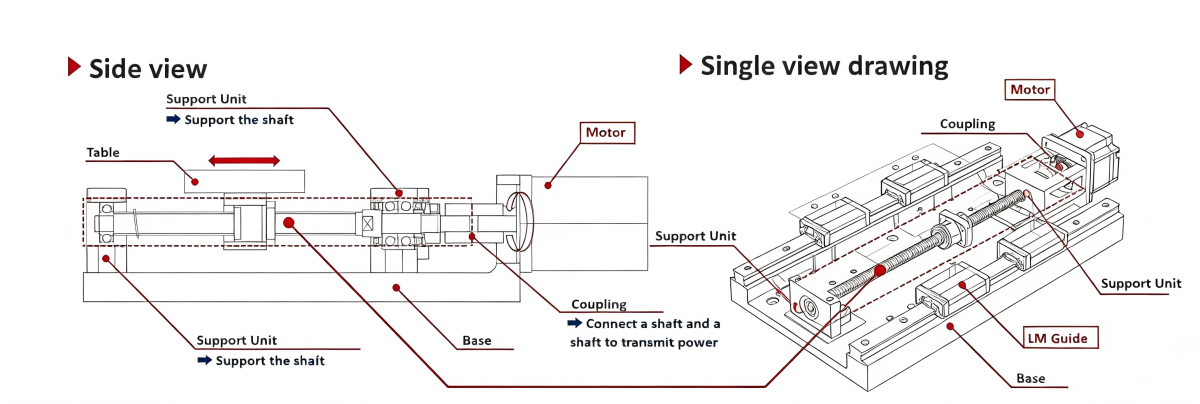
A chave para corrigir a coaxialidade do parafuso de esferas é garantir que o "eixo do motor – acoplamento – eixo do parafuso – rolamento de suporte" estejam alinhados na mesma linha central; caso contrário, podem ocorrer vibrações, superaquecimento, ruídos anormais, erros de posicionamento ou até mesmo desgaste prematuro do parafuso.
O que é a coaxialidade de um parafuso de esferas?
Durante a montagem, os eixos das caixas de rolamentos nas duas extremidades do parafuso de esferas, do eixo do parafuso e do acoplamento do motor devem estar alinhados em linha reta.
Se houver um desvio na coaxialidade, isso significa que esses eixos não estão alinhados, o que afetará diretamente a precisão de transmissão, a suavidade operacional e a vida útil do parafuso.
Ferramentas necessárias para a calibração:
Relógio comparador magnético/micrômetro, base para relógio comparador, jogo de lâminas de espessura (para ajuste da folga), chave Allen, chave de torque
Métodos-padrão de ensaio
A correção da coaxialidade exige medições precisas. Os métodos-padrão de ensaio são os seguintes:
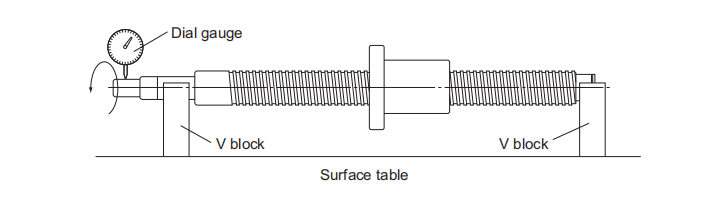
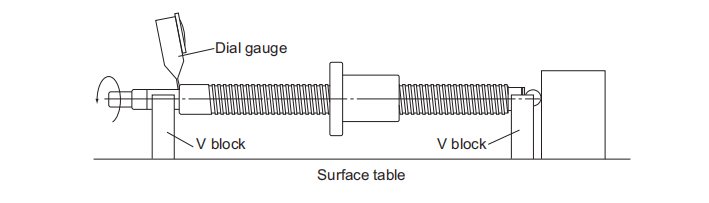
1. Desvio radial da parte de montagem em relação ao eixo do suporte do fuso de roscas:
Apoie o suporte do fuso de roscas sobre um bloco em V. Com a sonda em contato com o diâmetro externo da parte de montagem, gire o fuso de roscas uma volta completa e meça, com um relógio comparador, a diferença máxima de desvio radial.
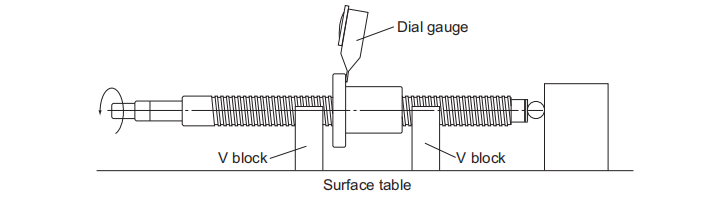
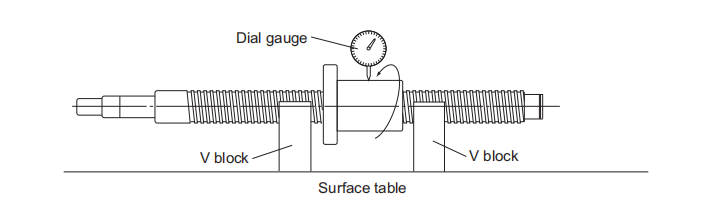
2. Desvio radial da face da ranhura roscada em relação ao eixo do suporte do fuso de roscas:
Apoie o suporte do fuso de roscas sobre um bloco em V. Com a sonda em contato com o diâmetro externo da porca, gire o fuso de roscas uma volta completa sem girar a porca e meça, com um relógio comparador, a diferença máxima de desvio radial.
3. Desvio de face da face de apoio em relação ao eixo da porção de apoio do eixo do parafuso de transmissão:
Apoie o suporte do parafuso de transmissão com um bloco em V. Com a sonda em contato com a face de extremidade do suporte do parafuso de transmissão, gire o parafuso de transmissão uma volta completa e meça a diferença máxima de desvio com um relógio comparador.
4. Desvio circular da superfície de montagem da flange em relação ao eixo do parafuso de transmissão:
Apoie o diâmetro externo da seção roscada do parafuso de transmissão, adjacente à porca, com um bloco em V. Com a sonda em contato com a face de extremidade da flange da porca, gire simultaneamente o parafuso de transmissão e a porca uma volta completa e meça a diferença máxima de desvio com um relógio comparador.
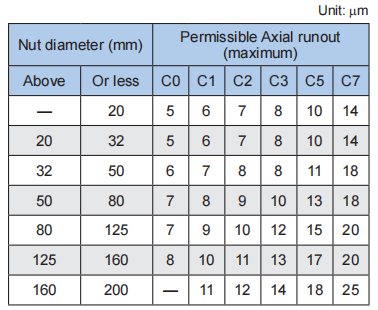
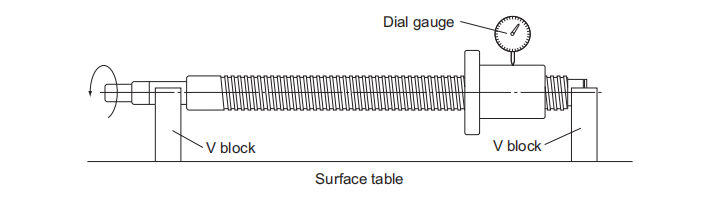
5. Desvio radial do diâmetro externo da porca em relação ao eixo do parafuso de transmissão:
Suporte o diâmetro externo da seção roscada do parafuso de transmissão, adjacente à porca, utilizando um bloco em V. Com a sonda em contato com o diâmetro externo da porca, gire a porca uma volta completa sem girar o parafuso de transmissão e meça a diferença máxima de desvio radial usando um relógio comparador.
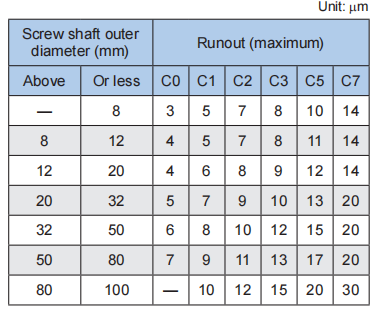
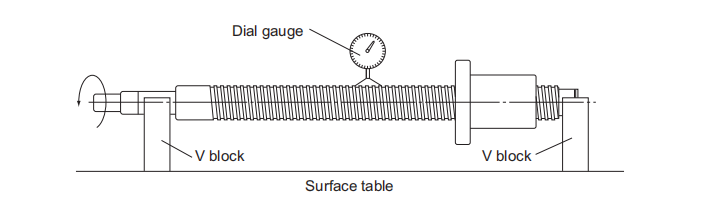
6. Desvio radial total do diâmetro externo da seção do parafuso de transmissão em relação ao eixo do suporte do eixo do parafuso de transmissão:
Suporte o suporte do parafuso de transmissão utilizando um bloco em V. Com a sonda em contato com o diâmetro externo do parafuso de transmissão, gire o parafuso de transmissão uma volta completa e meça o desvio radial em diversos pontos ao longo do eixo usando um relógio comparador, registrando o valor máximo.
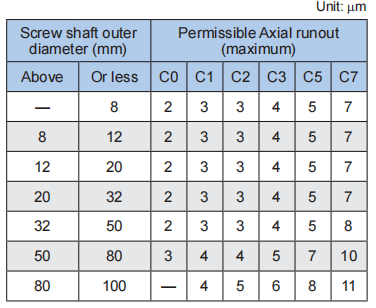
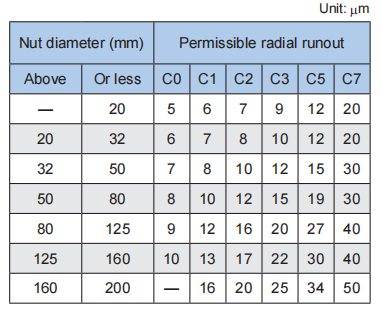
Para a tolerância de desvio radial do diâmetro externo do parafuso de transmissão em relação ao eixo do suporte do eixo do parafuso de transmissão, consulte a norma JIS B 1192 (ISO 3408).
Para desvio radial excessivo da superfície de montagem da flange: verifique se a superfície de conexão da flange é plana ou utilize calços finos para ajuste fino.
Para excesso de desalinhamento do diâmetro externo da porca: ajuste a posição de montagem da carcaça do rolamento ou da carcaça da porca e, se necessário, recondicione a superfície de localização.
Confirmação da nova medição
Após cada ajuste, realize novamente a medição conforme o método padrão até que todos os desalinhamentos e paralelismos relevantes estejam dentro dos limites da tabela de tolerâncias correspondente.
A calibração da coaxialidade do fuso de esferas é uma tarefa fundamental, porém crucial, de instalação. A maioria dos problemas relacionados aos fusos de esferas — como superaquecimento, ruído anormal, travamento e vida útil reduzida — tem origem nessa etapa.
Seguindo o processo de “alinhamento grosseiro → afinação fina com relógio comparador → fixação diagonal → reteste e aceitação” e controlando rigorosamente o erro de desalinhamento, as forças laterais podem ser eliminadas estruturalmente, garantindo a operação estável e contínua do fuso de esferas ao longo do tempo.