 EN
EN
 AR
AR
 BG
BG
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 ID
ID
 UK
UK
 VI
VI
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 SW
SW
 GA
GA
 CY
CY
 BE
BE
 KA
KA
 LA
LA
 MY
MY
 TG
TG
 UZ
UZ


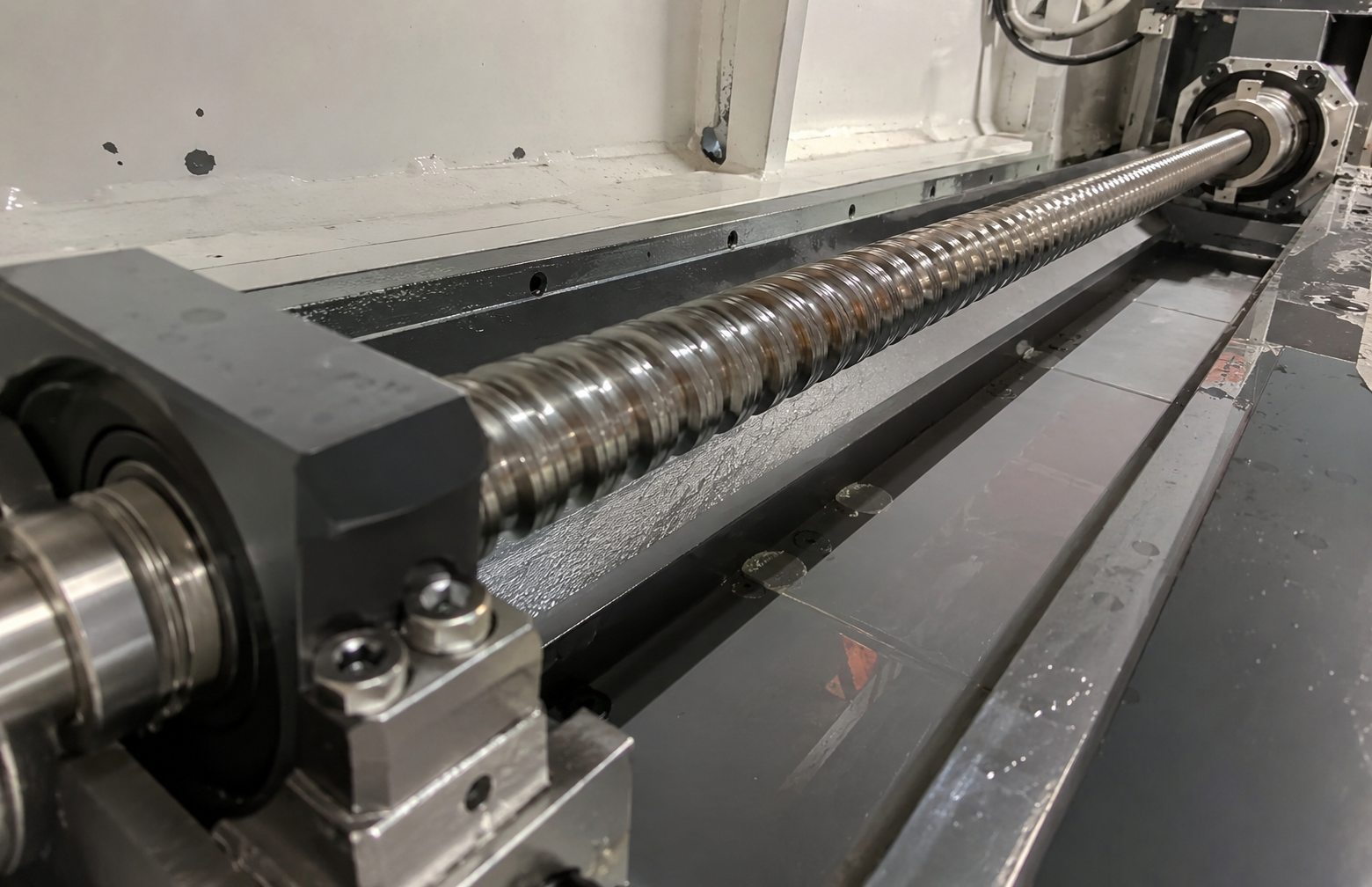
Gdy urządzenie jest uruchamiane po raz pierwszy, dokładność jest normalna. Po pół godzinie lub godzinie pracy wymiary obrabianych elementów stopniowo ulegają przesunięciu, a narastający błąd pozycjonowania rośnie. Nakrętka i śruba stają się wyraźnie gorące. Jest to typowy przypadek cieplnej odkształcalności śruby kulowej.
I. Co to jest cieplna odkształcalność śruby kulowej?
W warunkach pracy z dużą prędkością, obciążenia tarcia oraz nadmiernego wstępnego docisku śruba kulowa generuje w sposób ciągły ciepło. Temperatura wałka śruby rośnie, co powoduje jej fizyczne wydłużenie na skutek nagrzewania oraz niewielką zmianę skoku.
Powoduje to, że rzeczywista droga przejazdu przekracza teoretycznie ustaloną wartość. Im dłuższy skok, tym większy narastający błąd. Zjawisko to nazywane jest cieplną odkształcalnością śruby kulowej (wydłużeniem termicznym).
Wydłużenie termiczne oblicza się zwykle za pomocą następującego wzoru:
δL = α×L×ΔT
Gdzie:
δL: Wydłużenie śruby pociągowej
α: Współczynnik rozszerzalności cieplnej materiału
L: Długość śruby pociągowej
δT: Zmiana temperatury
Gdy długość śruby pociągowej ulega zmianie, współrzędne pozycjonowania obrabiarki również się przesuwają, co prowadzi do niestabilnych wymiarów obrabianych elementów.
II. Typowe zjawiska po odkształceniu cieplnym śrub kulowych
W rzeczywistej praktyce serwisowej odkształcenie cieplne przejawia się zwykle w następujący sposób:
- Poprawna dokładność przy zimnej maszynie, zwiększenie błędu po nagrzaniu
- Stopniowy dryf wymiarowy po długotrwałym toczeniu
- Zmniejszona powtarzalność
- Znacznie nagrzany nakrętka śruby
- Lekkie zaklinowanie po pracy z wysoką prędkością
- Zwiększenie błędu podczas długotrwałego przemieszczania się osi X i Y
Wielu ludzi błędnie uważa, że jest to problem parametrów serwonapędu, ale rzeczywistą przyczyną może być nadmierny wzrost temperatury śruby.
III. Kluczowe czynniki wpływające na odkształcenie cieplne śrub kulowych
Zbyt duże wstępne obciążenie: Choć zwiększa sztywność i eliminuje luz, to jednocześnie zwiększa generowanie ciepła przez tarcie.
Wysoka prędkość obrotowa: Im szybciej obraca się śruba, tym większe zużycie mocy przez tarcie i tym wyższy wzrost temperatury.
Niewłaściwe smarowanie: Niedostateczna ilość smaru lub nieskuteczne oleje smarujące prowadzą do nieefektywnego smarowania i nasilają wzrost temperatury.
Obciążenie robocze: Częste obroty w przód i w tył oraz warunki pracy przy dużym obciążeniu powodują gromadzenie się ciepła tarcia, co prowadzi do utrzymywania się wysokiego wzrostu temperatury.
IV. Szybka ocena na miejscu: Czy jest to usterka spowodowana odkształceniem cieplnym?
Wymiary są akceptowalne przy zimnym starcie, ale odchylenia utrzymują się i rosną po 30 minutach pracy.
Korpusy śruby pociągowej i nakrętki są wyraźnie gorące w dotyku, a ich temperatury znacznie przekraczają temperaturę otoczenia.
Im dłuższy skok, tym większy błąd pozycjonowania na końcach zakresu.
Dokładność jest stabilna zimą, natomiast w warunkach wysokiej temperatury latem błąd znacznie wzrasta.
Dokładność automatycznie powraca do normy po obniżeniu prędkości oraz okresowym zatrzymywaniu maszyny.

V. Główne środki zapobiegawcze:
Chłodzenie wymuszone: Zastosowanie pustej śruby kulowej z cyrkulującym cieczem chłodzącym pozwala znacznie obniżyć temperaturę wewnętrzną śruby i zminimalizować odkształcenia termiczne na obu jej końcach.
Wstępne napinanie (wstępne obciążenie): Wstępne napinanie śruby podczas montażu pozwala skompensować część rozszerzenia termicznego spowodowanego wzrostem temperatury eksploatacyjnej.
Optymalizacja wstępnego obciążenia: Dostosowanie wstępnego obciążenia kulek zgodnie z wymaganiami użytkowania umożliwia osiągnięcie równowagi między sztywnością a wzrostem temperatury.
Efektywne smarowanie: Używaj wysokiej jakości oleju lub smaru smarującego w celu zmniejszenia generowania ciepła przez tarcie.
Kompensacja odkształceń termicznych: Użyj wbudowanego w system obrabiarki oprogramowania do kompensacji błędów termicznych, aby skorygować ten błąd.
Termiczne odkształcenie śruby kulowej jest problemem systemowym wymagającym kompleksowego zarządzania. Zalecamy, aby przy rozwiązywaniu takich problemów stosować logikę „rozpoczęcia od kontrolowania źródeł ciepła, priorytetowego optymalizowania konstrukcji, a następnie uzupełnienia zewnętrznymi środkami i inteligentną kompensacją”, aby osiągnąć najlepsze ogólne rezultaty.