 EN
EN
 AR
AR
 BG
BG
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 ID
ID
 UK
UK
 VI
VI
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 SW
SW
 GA
GA
 CY
CY
 BE
BE
 KA
KA
 LA
LA
 MY
MY
 TG
TG
 UZ
UZ


Gå inn i en moderne produksjonsverksted – enten det er en CNC-ruter som former aluminiumsdeler, en bilfabrikk som stanser karosserideler, eller et logistikksenter som sorterer pakker – og du vil finne en ukjent helt som driver handlingen: kile- og tannstangsystemet. I fjor kvartal tok en ny ingeniørpraktikant ved en 3C-fabrikk i Shenzhen meg til side og spurte: «Hvorfor bruker vi denne 'tannede stangen' i stedet for en beltedrift for vår presisjonsmonteringslinje?» Det er et spørsmål som treffer kjernen i hvordan bevegelse i produksjon fungerer – og et spørsmål som er verdt å bryte ned for enhver som arbeider med industriell utstyr.
Kile- og tannstangsystemer finnes overalt, men deres enkelhet skjuler imponerende teknikk. I denne guiden starter vi med grunnleggende: hva en kile og tannstang er faktisk er hvordan den omformer bevegelse, de viktigste typene du vil møte i fabrikker, og hvorfor valg av riktig type betyr mer enn du tror. Ingen jargong-i-overflod – bare klar, praktisk vitenskap tilpasset for produsenter.
Først og fremst: Hva er et rack og pinion?
På kjernefeltet er et mekanisk transmisjonssystem som konverterer rotasjonsbevegelse (som en motor som spinner) til lineær bevegelse (som en maskinslange som beveger seg fram og tilbake) – eller omvendt. Det har to hovedkomponenter:
Rack : Tenk på det som et «rettilinjet tannhjul». Det er en lang stang (vanligvis laget av stål eller legering) med jevnt plasserte tenner skåret langs den ene siden. Racks leveres i standardlengder (1 m, 2 m, 3 m) og kan kobles sammen end-til-end for lengre bevegelseslengde – avgjørende for store maskiner som portalkontrollerte CNC-maskiner.
Pinion : Dette er et lite, rundt tannhjul som griper inn (spoler) med tennene på racken. Det er festet til en motor eller manuell krank; når det roterer, skyver tennene i tannhjulet mot tennene på racken, og beveger racken i en rett linje. Roter tannhjulet motsatt vei, og racken beveger seg i motsatt retning.
Her er et eksempel fra virkeligheten: Når en CNC-freser skjærer en rett linje i en treplate, beveger freserhodet seg langs en rack. Maskinens servomotor dreier tannhjulet, som driver racken (og dermed freserhodet) nøyaktig langs skjærebanen. Ingen sluring, ingen forsinkelse – bare jevn, kontrollert bevegelse.
Hvordan det fungerer: Vitenskapen bak bevegelsesomforming
Trollkraften i rack og pinion ligger i tannhjulsforhold og mekanisk fordel . La oss bryte det ned med enkle tall (ingen avansert matematikk nødvendig):
-
Antall tenner har betydning : Et typisk tannhjul har 10–20 tenner. Hvis et tannhjul med 10 tenner roterer én gang, beveger det racken fremover med en avstand tilsvarende 10 tenner.
-
Modul = Tannstørrelse : „Modulen“ (en standardmåling) forteller deg avstanden mellom sentrum av hver tann. Et tannstang med modul 2 har 2 mm mellom tannsentrene. Så 10 tenner = 10 × 2 mm = 20 mm lineær bevegelse per pinionsrotasjon.
-
Hastighet vs. kraft : Små pinioner roterer raskere, men leverer mindre kraft; store pinioner roterer saktere, men genererer mer kraft. Derfor bruker kraftige maskiner (som 10-tonns stempelepresser) større pinioner – de ofrer hastighet for å få tilstrekkelig dreiemoment til å flytte tunge laster.
Hovedfordel: I motsetning til beltedriv (som kan slire) eller trinsskruer (som slites raskt under tunge belastninger) har tannstang- og pinionsystemer minimal til ingen slipp og tåler høye belastninger – noe som gjør dem ideelle for presisjons- eller tunge anvendelser. og håndterer høye belastninger—gjør dem ideelle for presisjons- eller tunganvendelser.
De tre hovedtypene tannstenger (og når du skal bruke hver enkelt)
Ikke alle tannstenger er like. Typen du velger, avhenger av bruksområdet: presisjonskrav, lastvekt og miljø. Her er de tre vanligste typene i produksjonsindustrien, med ekte bruksområder fra våre kunder:
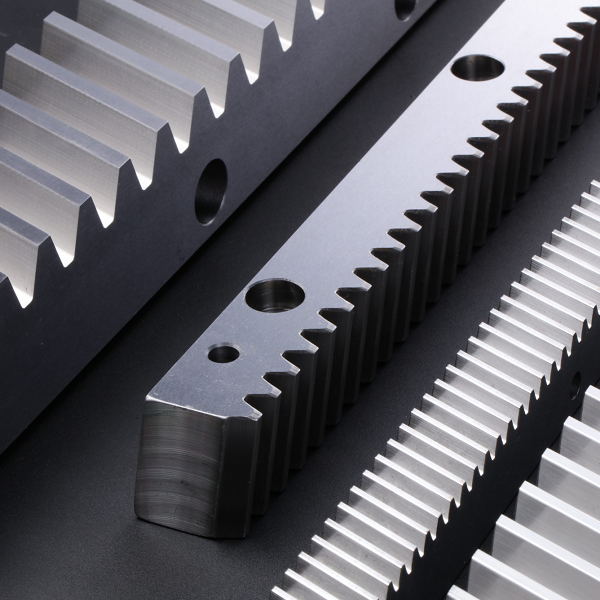
1. Rettsnittede kiler (spirkiler)
Den mest grunnleggende og mest brukte typen: tenner er skåret rett over kilelengden, vinkelrett på bevegelsesretningen. De er enkle å produsere, kostnadseffektive og fungerer godt for de fleste generelle applikasjoner.
Reell anvendelse : En møbelfabrikk i Foshan bruker våre YR100 rettskårne kiler på sine CNC-maskiner for treskjæring. De trenger ikke ekstrem presisjon (±0,1 mm er tilstrekkelig for møbelkomponenter), og de rette tenningene er lette å vedlikeholde. Kilene har vært i drift i 18 måneder med kun vanlig smøring.
Beste for : Generelle CNC-maskiner, emballasjemaskiner, lette monteringslinjer (last ≤5 tonn, presisjon ±0,05 mm–±0,1 mm).
2. Helikalkiler
Tenner er skåret i en vinkel (vanligvis 15° eller 30°) i stedet for rett. Denne skrådesignen betyr at større tannflate kommer i grep med pinjongearet til enhver tid – noe som reduserer støy, øker glatthet og tillater høyere belastning enn rettskårne kiler.
Reell anvendelse : En bilfabrikk i Shanghai bruker våre YR125 skrueformede tannhjul på sveiserobotene sine. Sveising krever jevn bevegelse for å unngå uregelmessige søm, og fabrikken måtte redusere støy (skrueformede tannhjul gir 65 dB mot 80 dB for rette tennemodeller). Skrueformene tannhjul takler også robotens 7-tonns belastning lett.
Beste for : Høye hastigheter (≥1 m/s), store belastninger (5–15 tonn), lavstøyomgivelser (bilsamling, elektronikkproduksjon).
3. Korrosjonsbestandige tannhjul
Disse tannhjulene er behandlet med spesielle belegg (kromplating) eller laget av korrosjonsbestandige materialer (rustfritt stål, keramikk) for å motstå rust og skade fra kjølevæsker, kjemikalier eller fuktige miljøer. De er ikke en «type» tann – de er en materiale eller belegg oPPGRADERING for harde forhold.
Reell anvendelse : En Wuxi PCB (printet kretskort) fabrikk bruker våre YR150-CR krombelagte girriller på etsingsmaskinene sine. Maskinene bruker vannbasert kjølevæske som ville ruste opp vanlige stålriller på tre måneder. Våre korrosjonsbestandige riller har vært i drift i 12 måneder uten rust, og presisjon (±0,01 mm for PCB-skjæringer) er fortsatt konsekvent.
Beste for : Fuktige miljøer (kjølevæske, vaskestasjoner), kjemikalier (etsing, maling), fabrikker ved kyst (saltluft).
4 Vanlige myter om girriller (avkreftet)
Etter 10 år i overføringsingeniørfag har jeg hørt min del av misforståelser om girriller. La oss rette opp det:
-
Myte 1: «Alle girriller er like – bare velg den billigste.» Avkreftet: Et generisk girrill til 50 dollar med rette tenner vil svikte etter to måneder på en 10-tonns presse. Vårt tungtbygget YR200-girrill (laget av legeringsstål 42CrMo) holder over 2 år på samme presse. Materialkvalitet og varmebehandling (herdethet HRC58–60) gjør hele forskjellen.
-
Myte 2: «Girriller trenger konstant smøring.» Avslørt: Det avhenger av miljøet. Rengjøringsrom (3C-emontering) trenger smøring hvert 4. uke; støvfulle CNC-verksteder trenger det hvert 2. uke. Vi leverer en tilpasset plan med hvert rack – ingen gjettelek.
-
Myte 3: «Helikale racks er alltid bedre.» Avslørt: Helikale racks koster 20 % mer enn rettetannete. Hvis du skjærer tre til møbler (lav presisjon, lett belastning), er rettetannete mer kostnadseffektivt. Oppgrader bare hvis du trenger jevnhet, hastighet eller tung belastning.
-
Myte 4: «Racks kan ikke repareres – man må bare bytte dem ut.» Avslørt: Mindre slitasje på tenner kan repareres med ny sliping (vi tilbyr denne tjenesten for våre racks). Justeringsproblemer (en av de største årsakene til tidlig slitasje) kan fikses med justeringsskiver – ingen nytt rack nødvendig.
Alibabas mest solgte butikk for rack og pinion
Hvordan velge riktig rack til fabrikken din
Å velge et rack trenger ikke være komplisert. Vi bruker en 4-trinns prosess med kundene våre – du kan også gjøre det:
-
Definer din belastning : Hvor mye vekt må staget flytte? (f.eks. 3 tonn for en 3C samlebåndrobot, 12 tonn for en punchingstempel)
-
Sett presisjonsmål : Hvor nøyaktig må bevegelsen være? (f.eks. ±0,01 mm for PCB-skjæring, ±0,1 mm for møbler)
-
Vurder miljøet : Er det støvete? Vått? Høy temperatur? (f.eks. sveisingverksted trenger varmebestandige stager; PCB-verksted trenger korrosjonsbestandige)
-
Beregn kjørelengde : Hvor langt må staget støtte bevegelse? (f.eks. 5 m for en portalkontrollert CNC – koble to 3 m stager med våre justeringsnåler)
Når du er i tvil, send oss detaljer om din applikasjon – vi anbefaler riktig stager helt gratis. Vi sender til og med eksempler på pinionhjul, slik at du kan teste tannhjulsinnmeshing før du bestiller fullt parti.
Avsluttende tanke: Staget som grunnlag for produksjon
Tannhjulssystemer er lette å overse – inntil de svikter. Et billig, feilvalgt tannhjul kan føre til 4 timers nedetid (som koster over 10 000 USD) på en travl produksjonslinje. Et godt valgt og riktig vedlikeholdt tannhjul fungerer stille og presist i mange år, og blir en usynlig men avgjørende del av din produksjonssuksess.
Om du er praktikant som lærer deg inn, eller om du er anleggsleder som ønsker å redusere nedetid, vil forståelse av tannhjul hjelpe deg med å ta smartere utstyrsbeslutninger. Og hvis du noensinne har et spørsmål – om tannform, smøring eller reparasjon – så er vårt ingeniørteam her for å hjelpe.
Ønsker du en skreddersydd anbefaling av tannhjul for din maskin? Send oss en kort melding med informasjon om last, presisjon og miljø. Vi svarer med et gratis tilbud og en kopi av vår «Sjekkliste for vedlikehold av tannhjul» – uten forpliktelse, bare praktisk hjelp fra folk som kjenner tannhjul bortover.

Innholdsfortegnelse
- Først og fremst: Hva er et rack og pinion?
- Hvordan det fungerer: Vitenskapen bak bevegelsesomforming
- De tre hovedtypene tannstenger (og når du skal bruke hver enkelt)
- 4 Vanlige myter om girriller (avkreftet)
- Hvordan velge riktig rack til fabrikken din
- Avsluttende tanke: Staget som grunnlag for produksjon