 EN
EN
 AR
AR
 BG
BG
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 ID
ID
 UK
UK
 VI
VI
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 SW
SW
 GA
GA
 CY
CY
 BE
BE
 KA
KA
 LA
LA
 MY
MY
 TG
TG
 UZ
UZ


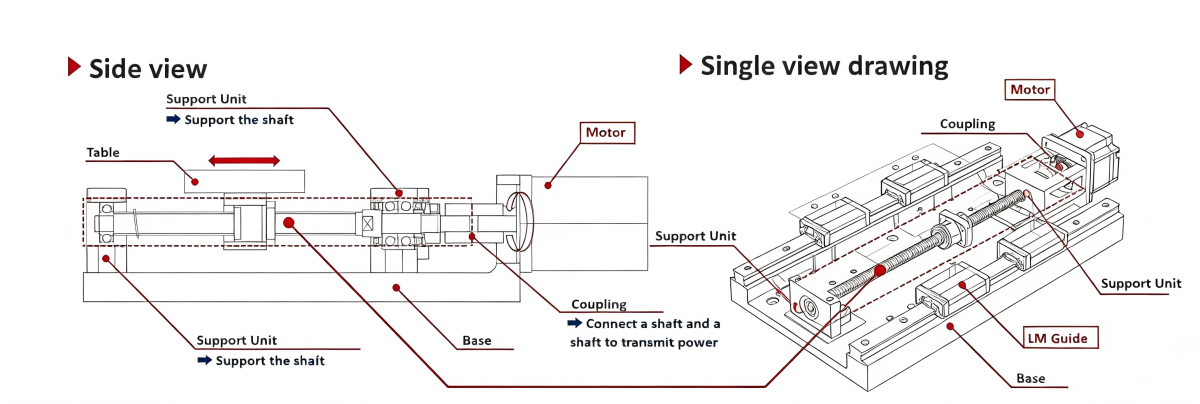
Ბურთულიანი სრულის კოაქსიალობის სწორად შესწორების გასაღები არის ის, რომ «ძრავის ღერძი – კავშირი – სრულის ღერძი – მხარდაჭერი საყრდენი» ერთი და იგივე ცენტრალურ ხაზზე მდებარეობდეს; წინააღმდეგ შემთხვევაში შეიძლება მოხდეს ვიბრაცია, გადახურება, არანორმალური ხმა, პოზიციონირების შეცდომები ან სრულის ადრეული აბრაზიული მოცვლა.
Რა არის ბურთულიანი სრულის კოაქსიალობა?
Შეკრების დროს ბურთულიანი სრულის ორივე ბოლოს მდებარე საყრდენის სახურავების ღერძები, სრულის ღერძი და ძრავის კავშირი სწორ ხაზში უნდა იყოს გასწორებული.
Თუ კოაქსიალობაში გადახრა არსებობს, ეს ნიშნავს, რომ ამ ღერძები არ არის გასწორებული, რაც პირდაპირ იმოქმედებს სრულის გადაცემის სიზუსტეზე, მუშაობის სიმუშავეზე და სამსახურის ხანგრძლივობაზე.
Კალიბრაციისთვის საჭიროებული ინსტრუმენტები:
Მაგნიტური სტრელიანი ინდიკატორი/მიკრომეტრი, ინდიკატორის საყრდენი, შემოწმების საფენი, თავისუფალი სივრცის რეგულირებისთვის გამოსაყენებლად ხელსაყრელი თავისუფალი სივრცის რეგულირების ფენები (სპეციალურად მეტალის ფენები — სპეციალურად თუთიყუშის ან უჟანგავი ფოლადის), ალენის გასაღები, მომენტის გასაღები
Სტანდარტული საკონტროლო მეთოდები
Კოაქსიალობის გასწორება სჭირდება სწორი გაზომვების ჩატარებას. სტანდარტული საკონტროლო მეთოდები შემდეგნაირად გამოიყურება:
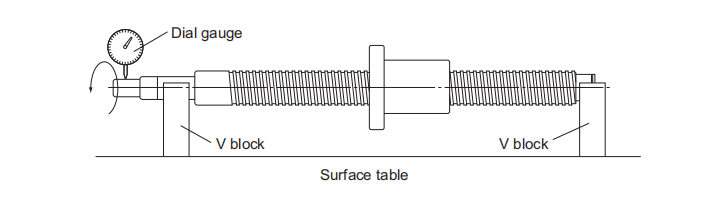
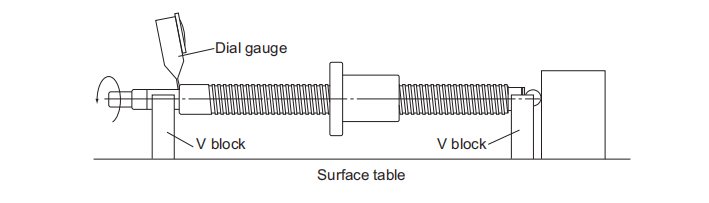
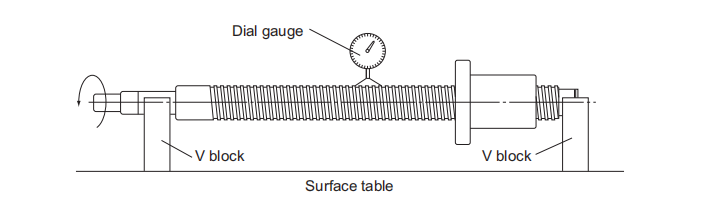
1. მონტაჟის ნაკეთობის რადიალური გადახრა საყრდენი საკეტის ღერძის მიმართ:
Საყრდენი საკეტი დააყენეთ V-ფორმის ბლოკში. ინდიკატორის სრული კონტაქტით მონტაჟის ნაკეთობის გარე დიამეტრზე, შეაბრუნეთ საკეტი ერთი სრული ბრუნით და გაზომეთ რადიალური გადახრის მაქსიმალური სხვაობა სტრელიანი ინდიკატორის საშუალებით.
2. საკეტის ძაფის ღრმა ნაკეთობის რადიალური გადახრა საყრდენი საკეტის ღერძის მიმართ:
Საყრდენი საკეტი დააყენეთ V-ფორმის ბლოკში. ინდიკატორის სრული კონტაქტით ნაკეთობის გარე დიამეტრზე, შეაბრუნეთ საკეტი ერთი სრული ბრუნით ნაკეთობის ბრუნვის გარეშე და გაზომეთ რადიალური გადახრის მაქსიმალური სხვაობა სტრელიანი ინდიკატორის საშუალებით.
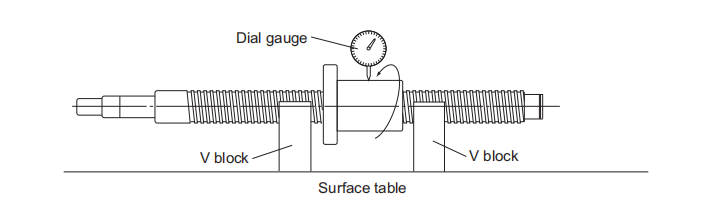
3. საყრდენი ბოლოს სახესის ფარგლების გადახრა საკიდევის ღერძის მიმართ:
Დააყენეთ საკიდევის საყრდენი V-ფორმის ბლოკზე. შეახეთ პრობა საკიდევის საყრდენის ბოლოს სახეს და შეასრულეთ საკიდევის ერთი ბრუნვა, ხოლო ინდიკატორის საშუალებით გაზომეთ გადახრის მაქსიმალური სხვაობა.
4. ფლანცის მიმაგრების ზედაპირის წრიული გადახრა საკიდევის ღერძის მიმართ:
Დააყენეთ საკიდევის მოხვევადი ნაკერის გარე დიამეტრი საკიდევის მუფის მიმდებარე ნაკერზე V-ფორმის ბლოკზე. შეახეთ პრობა მუფის ფლანცის ბოლოს სახეს და შეასრულეთ საკიდევისა და მუფის ერთად ერთი ბრუნვა, ხოლო ინდიკატორის საშუალებით გაზომეთ გადახრის მაქსიმალური სხვაობა.
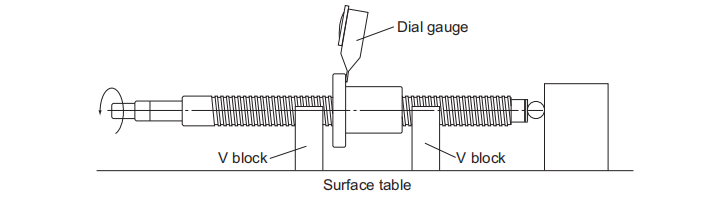
5. მუფის გარე დიამეტრის რადიალური გადახრა საკიდევის ღერძის მიმართ:
Მოათავსეთ სახელურის მოწყობილობის მოხვევილი ნაკვეთის გარე დიამეტრი V-ფორმის ბლოკში. როცა პრობა შეხებულია სახელურის გარე დიამეტრთან, გააბრუნეთ სახელური ერთი რევოლუციით სახელურის მოწყობილობის გარეურის ბრუნვის გარეშე და გაზომეთ გადახრის მაქსიმალური მნიშვნელობა სასრული ინდიკატორის საშუალებით.
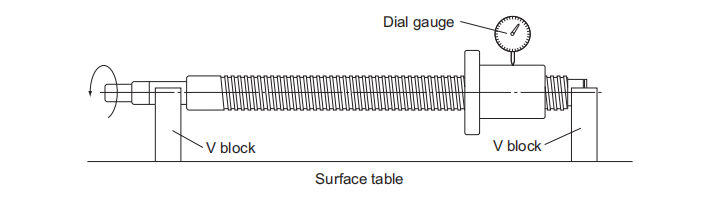
6. სახელურის მოწყობილობის ნაკვეთის გარე დიამეტრის სრული რადიალური გადახრა სახელურის ღერძის მხარდაჭერის ღერძის მიმართ:
Მოათავსეთ სახელურის მხარდაჭერი V-ფორმის ბლოკში. როცა პრობა შეხებულია სახელურის გარე დიამეტრთან, გააბრუნეთ სახელური ერთი რევოლუციით და გაზომეთ გადახრა სასრული ინდიკატორის საშუალებით ღერძის გასწვრივ რამდენიმე წერტილში, ჩაწერეთ მაქსიმალური მნიშვნელობა.
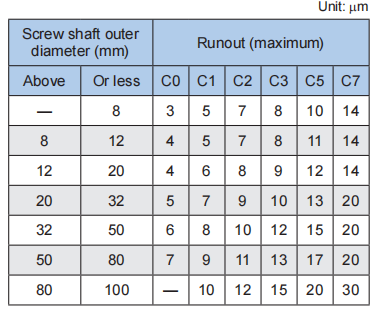
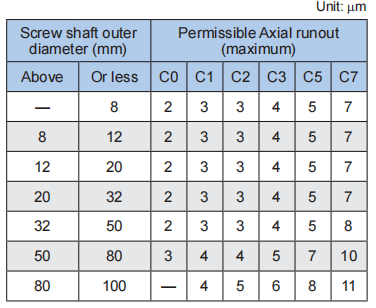
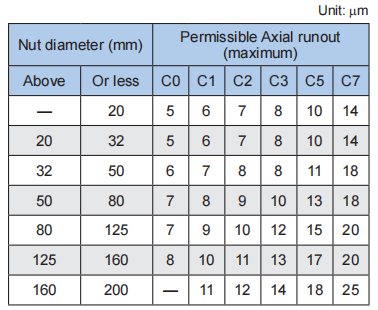
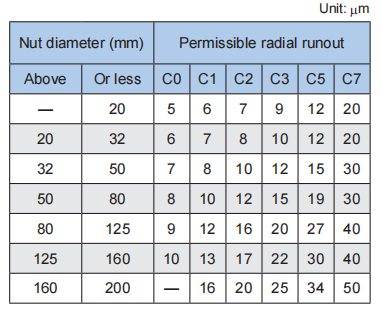
Სახელურის მოწყობილობის გარე დიამეტრის რადიალური გადახრის დაშვებული მნიშვნელობის შესახებ იხილეთ JIS B 1192 (ISO 3408).
Ფლანცის მიმაგრების ზედაპირის გადახრის შემთხვევაში: შეამოწმეთ ფლანცის შეერთების ზედაპირის ბრტყელობა ან გამოიყენეთ თავისუფალი შიმები სიზუსტის მიღების მიზნით.
Გადაჭარბებული გარე დიამეტრის გარეთ გადახრის შემთხვევაში: შეასწორეთ საყრდენის სახურავის ან ბოლტის სახურავის მონტაჟის პოზიცია და, საჭიროების შემთხვევაში, შეასწორეთ ლოკალიზაციის ზედაპირი.
Ხელახლა გაზომვის დადასტურება
Ყოველი შესწორების შემდეგ ხელახლა გაზომეთ სტანდარტული მეთოდით, სანამ ყველა შესაბამისი გადახრა და პარალელიზმი არ შეესაბამება შესაბამისი დაშვების ცხრილის ზღვარს.
Ბურთულიანი სრული კოაქსიალობის კალიბრაცია არის ძირეული, მაგრამ მნიშვნელოვანი მონტაჟის ამოცანა. ბურთულიანი სრული პრობლემების უმეტესობა — მაგალითად, გადახრა, არანორმალური ხმა, დაკეტვა და მცირე სიცოცხლის ხანგრძლივობა — ამ ეტაპზე იწყება.
„წინასწარი გასწორება → ინდიკატორის საშუალებით ზუსტი რეგულირება → დიაგონალური დაკეტვა → ხელახლა ტესტირება და მიღება“ პროცესის მიყოლებით და გადახრის შეცდომის მკაცრი კონტროლით შეიძლება სტრუქტურულად აირიდოს გვერდითი ძალები, რაც უზრუნველყოფს ბურთულიანი სრული გრძელვადი სტაბილურ მუშაობას.