 EN
EN
 AR
AR
 BG
BG
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 ID
ID
 UK
UK
 VI
VI
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 SW
SW
 GA
GA
 CY
CY
 BE
BE
 KA
KA
 LA
LA
 MY
MY
 TG
TG
 UZ
UZ


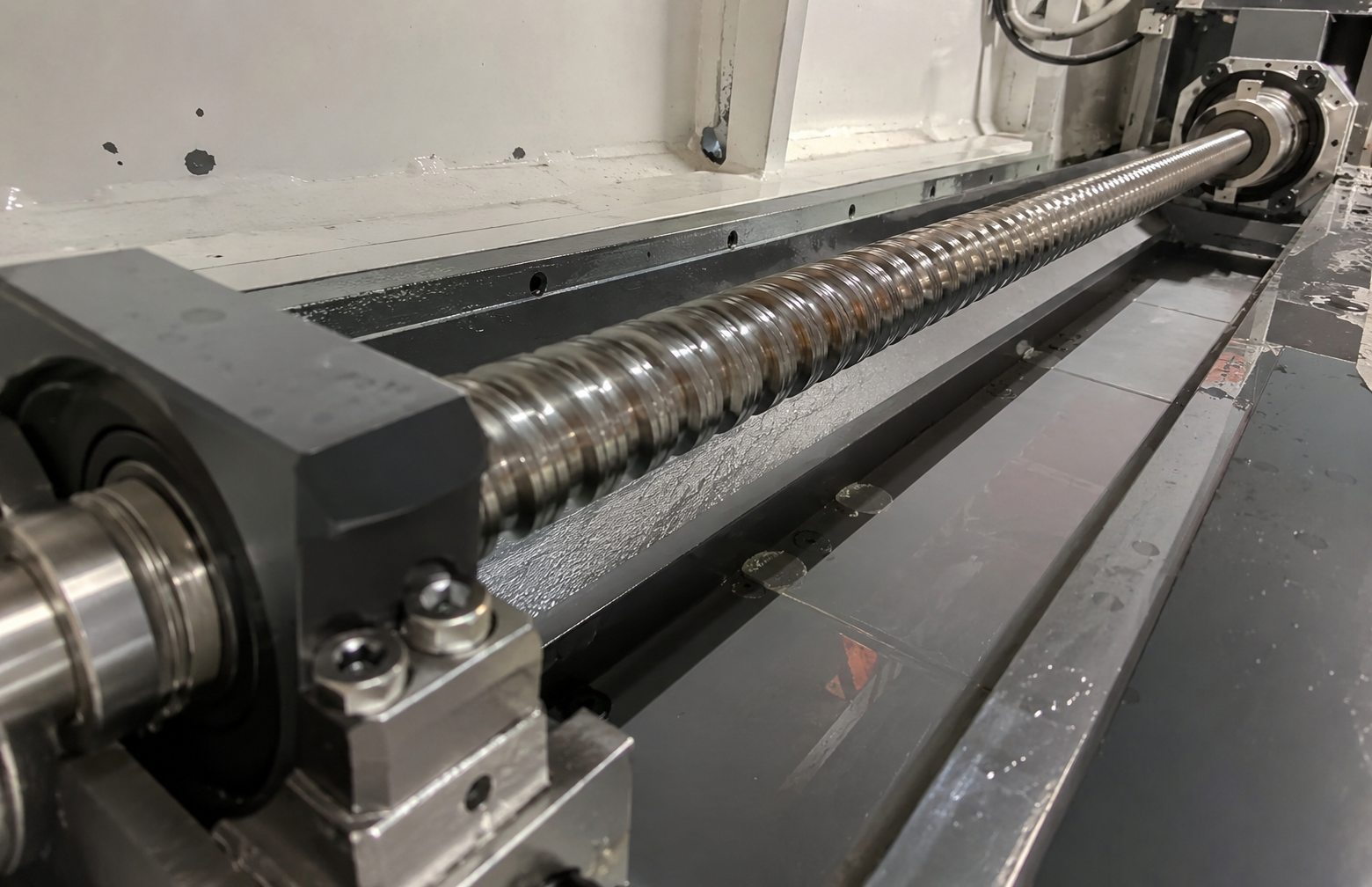
装置を初めて起動した際は精度が正常ですが、30分~1時間ほど運転を続けると、加工寸法が徐々にずれ始め、累積定位誤差が増大します。また、ナットおよびねじ軸が明確に熱を持つようになります。これはボールねじの熱変形の典型的な症状です。
Ⅰ.ボールねじの熱変形とは?
高速運転、摩擦負荷、過大なプリロードなどの条件下では、ボールねじは継続的に発熱します。その結果、ねじ軸の温度が上昇し、熱膨張により物理的な長さが伸びるとともに、ピッチもわずかに変化します。
これにより、実際の移動距離が理論的に設定された距離を上回るようになります。ストロークが長いほど、累積誤差は大きくなります。このような現象をボールねじの熱変形(熱伸長)と呼びます。
熱伸長は通常、以下の式で計算されます:
δL = α×L×ΔT
ただし:
δL:リードスクリューの伸長量
α:材料の熱膨張係数
L:リードスクリューの長さ
δT:温度変化
リードスクリューの長さが変化すると、工作機械の位置決め座標もずれ、加工寸法が不安定になります。
II.ボールねじの熱変形後の一般的な現象
実際の保守作業において、熱変形は通常以下のようないくつかの形で現れます:
- 常温では正常な精度を示すが、暖機運転後に誤差が増大する
- 長時間の加工後に徐々に寸法がドリフトする
- 再現性の低下
- 著しく加熱されたスクリューナット
- 高速運転後のわずかなジャミング
- X軸およびY軸の長距離移動における誤差の増大
多くの人がこれをサーボパラメータの問題と誤認していますが、根本原因はむしろボールねじの過度な温度上昇である可能性があります。
III. ボールねじの熱変形に影響を与える主要因
過大なプリロード:剛性を高めることでバックラッシュを解消できますが、同時に摩擦熱の発生量も増加します。
高回転速度:ねじの回転速度が速いほど、摩擦による消費電力が大きくなり、温度上昇も高くなります。
潤滑不良:グリースの不足や効果のない潤滑油により、潤滑効率が低下し、温度上昇が悪化します。
負荷条件:頻繁な正逆回転および高負荷条件下では摩擦熱が蓄積し、持続的な高温上昇を引き起こします。
IV. 現場での迅速な診断:これは熱変形による故障ですか?
冷間状態での寸法は許容範囲内ですが、運転開始後30分経過すると、さらにずれが進行します。
リードスクリューおよびナットハウジングは触ると明らかに熱く、室温を大幅に上回る温度になっています。
ストローク長が長くなるほど、終端位置決め誤差が大きくなります。
精度は冬季には安定していますが、高温となる夏季環境では誤差が著しく増大します。
速度を低下させ、機械を間欠的に停止させることで、精度は自動的に回復します。

V. 主な対策:
強制冷却:中空ボールスクリューを採用し、冷却液を循環させることで、スクリュー内部の温度を大幅に低減し、両端における熱変形を最小限に抑えます。
プリテンション(予圧):設置時にスクリューに予圧をかけることで、運転時の温度上昇に起因する熱膨張の一部を相殺できます。
最適化された予圧:使用条件に応じてボールの予圧を調整し、剛性と温度上昇のバランスを最適化します。
効率的な潤滑:高品質の潤滑油/グリースを使用して、摩擦熱の発生を低減します。
熱変形補償:工作機械システムに内蔵された熱誤差補償ソフトウェアを用いて、この誤差を補正します。
ボールねじの熱変形は、包括的な管理を要するシステム的な問題です。このような問題を解決する際には、「熱源制御から着手し、構造最適化を優先し、その後で外部対策およびインテリジェントな補償を補完する」というロジックに従うことを推奨します。これにより、最も優れた総合的な結果が得られます。