 EN
EN
 AR
AR
 BG
BG
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 ID
ID
 UK
UK
 VI
VI
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 SW
SW
 GA
GA
 CY
CY
 BE
BE
 KA
KA
 LA
LA
 MY
MY
 TG
TG
 UZ
UZ


La chiave per correggere la coassialità della vite a ricircolo di sfere consiste nell’assicurare che «albero del motore – giunto – albero della vite – cuscinetto di supporto» giacciano sulla stessa linea centrale; in caso contrario, potrebbero verificarsi vibrazioni, surriscaldamento, rumori anomali, errori di posizionamento o addirittura usura prematura della vite.
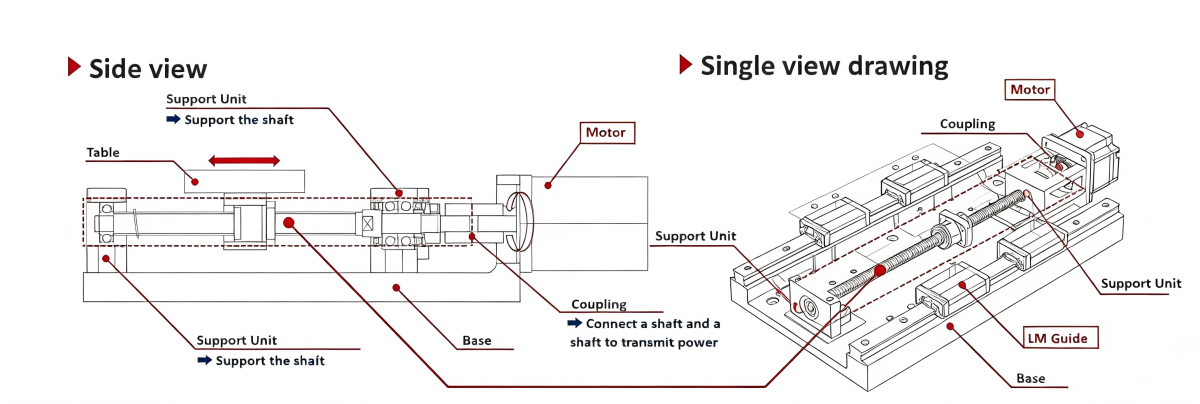
Che cos’è la coassialità di una vite a ricircolo di sfere?
Durante il montaggio, gli assi dei supporti dei cuscinetti alle due estremità della vite a ricircolo di sfere, l’albero della vite e il giunto del motore devono essere allineati lungo una linea retta.
Se è presente una deviazione nella coassialità, significa che tali assi non sono allineati, il che influisce direttamente sull’accuratezza di trasmissione, sulla regolarità del funzionamento e sulla durata della vite.
Attrezzi necessari per la calibrazione:
Indicatore circolare magnetico/micrometro, supporto per indicatore, spessimetro, distanziali sottili in rame/inossidabile (per regolare il gioco), chiave esagonale, chiave dinamometrica
Metodi di prova standard
La correzione della coassialità richiede misurazioni accurate. I metodi di prova standard sono i seguenti:
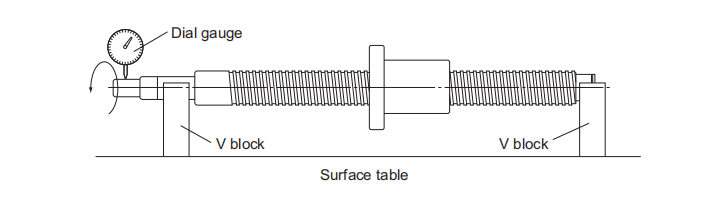
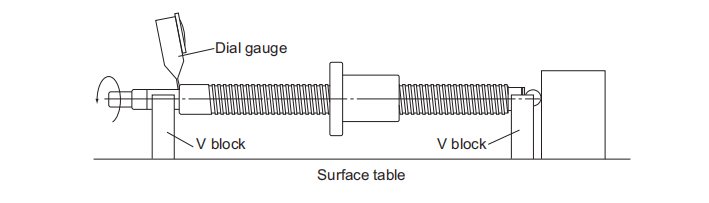
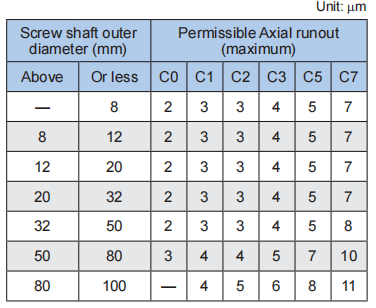
1. Runout radiale della parte di montaggio rispetto all’asse del supporto della vite a ricircolo di sfere:
Sostenere il supporto della vite a ricircolo di sfere con un blocco a V. Con la sonda a contatto con il diametro esterno della parte di montaggio, ruotare la vite di un giro completo e misurare la differenza massima di runout mediante un indicatore circolare.
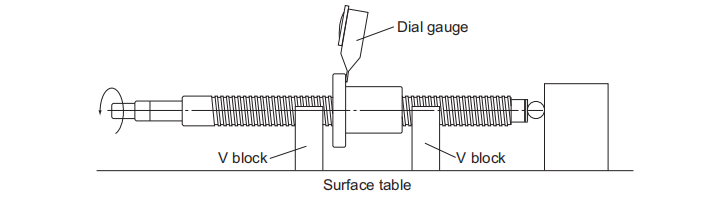
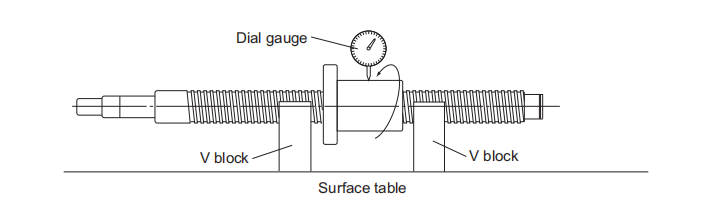
2. Runout radiale della faccia della scanalatura filettata rispetto all’asse del supporto della vite a ricircolo di sfere:
Sostenere il supporto della vite a ricircolo di sfere con un blocco a V. Con la sonda a contatto con il diametro esterno del dado, ruotare la vite di un giro completo senza far ruotare il dado e misurare la differenza massima di runout mediante un indicatore circolare.
3. Runout frontale della faccia di supporto rispetto all'asse della porzione di supporto dell'albero della vite a ricircolo di sfere:
Supportare il supporto della vite a ricircolo di sfere con un blocco a V. Con la sonda a contatto con la faccia terminale del supporto della vite a ricircolo di sfere, ruotare la vite di un giro completo e misurare la differenza massima di runout mediante un comparatore.
4. Runout circolare della superficie di fissaggio della flangia rispetto all'asse della vite a ricircolo di sfere:
Supportare il diametro esterno della sezione filettata della vite a ricircolo di sfere adiacente al dado mediante un blocco a V. Con la sonda a contatto con la faccia terminale della flangia del dado, ruotare contemporaneamente la vite a ricircolo di sfere e il dado di un giro completo e misurare la differenza massima di runout mediante un comparatore.
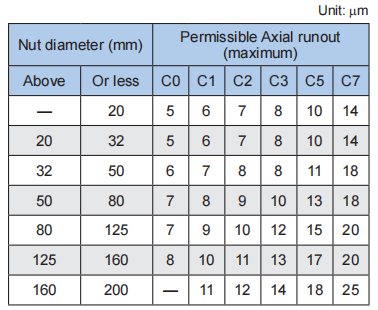
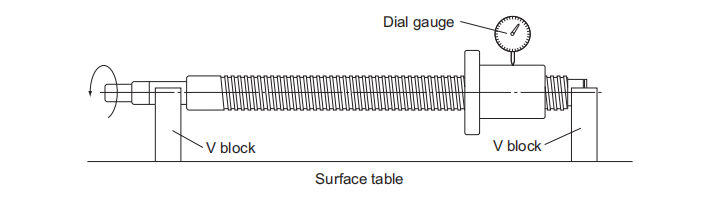
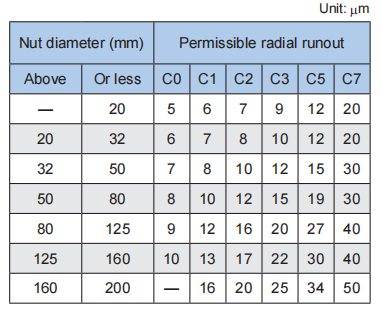
5. Runout radiale del diametro esterno del dado rispetto all'asse della vite a ricircolo di sfere:
Supportare il diametro esterno della sezione filettata della vite di trasmissione, adiacente al dado, utilizzando un blocco a V. Con la sonda a contatto con il diametro esterno del dado, ruotare il dado di un giro completo senza ruotare la vite di trasmissione e misurare la differenza massima di eccentricità radiale mediante un comparatore.
6. Eccentricità radiale totale del diametro esterno della sezione della vite di trasmissione rispetto all’asse del supporto dello stelo della vite di trasmissione:
Supportare il supporto della vite di trasmissione utilizzando un blocco a V. Con la sonda a contatto con il diametro esterno della vite di trasmissione, ruotare quest’ultima di un giro completo e misurare l’eccentricità radiale in più punti lungo l’asse mediante un comparatore, registrando il valore massimo.
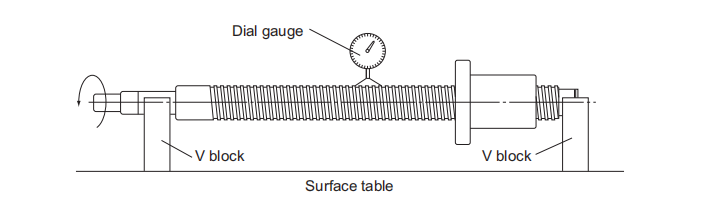
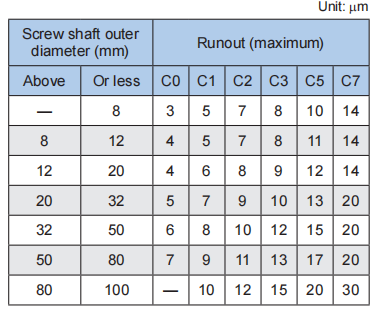
Per la tolleranza di eccentricità radiale del diametro esterno della vite di trasmissione rispetto all’asse del supporto dello stelo della vite di trasmissione, fare riferimento alla norma JIS B 1192 (ISO 3408).
In caso di eccentricità eccessiva della superficie di fissaggio della flangia: verificare se la superficie di collegamento della flangia è piana oppure utilizzare spessori sottili per un’accurata regolazione.
Per un'eccessiva eccentricità del diametro esterno del dado: regolare la posizione di montaggio del supporto del cuscinetto o del supporto del dado e riparare la superficie di posizionamento, se necessario.
Conferma della nuova misurazione
Dopo ogni regolazione, eseguire nuovamente la misurazione secondo il metodo standard fino a quando tutti gli scostamenti di eccentricità e parallelismo rilevanti rispettino i limiti indicati nella corrispondente tabella delle tolleranze.
La taratura della coassialità della vite a ricircolo di sfere è un’operazione fondamentale ma cruciale durante l’installazione. La maggior parte dei problemi riscontrati sulle viti a ricircolo di sfere — come surriscaldamento, rumori anomali, inceppamenti e ridotta durata — ha origine proprio qui.
Seguendo il processo di «allineamento grossolano → regolazione fine con comparatore a quadrante → bloccaggio diagonale → verifica finale e accettazione» e controllando rigorosamente l’errore di eccentricità, è possibile eliminare strutturalmente le forze laterali, garantendo così un funzionamento stabile a lungo termine della vite a ricircolo di sfere.