 EN
EN
 AR
AR
 BG
BG
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 ID
ID
 UK
UK
 VI
VI
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 SW
SW
 GA
GA
 CY
CY
 BE
BE
 KA
KA
 LA
LA
 MY
MY
 TG
TG
 UZ
UZ


Træd ind i enhver moderne produktionsworkshop – uanset om det er et CNC-routeranlæg, der former aluminiumsdele, en automobilfabrik, der stanser bilkarosser, eller et logistikcenter, der sorterer pakker – og du vil finde en utilfredsstillende helt, der driver aktiviteten: kileskinnepinion-systemet. Sidste kvartal trak en ny ingeniørintern på en 3C-fabrik i Shenzhen mig til side og spurgte: 'Hvorfor bruger vi denne "tandstang" i stedet for en remdrev til vores præcisionsmontagelinje?' Det er et spørgsmål, der rammer plet om, hvordan bevægelse i produktion fungerer – og et spørgsmål, der er værd at belyse for enhver, der arbejder med industrielt udstyr.
Kileskinnepinion-systemer er overalt, men deres enkelhed skjuler bemærkelsesværdig ingeniørkunst. I denne guide starter vi med grundlæggende principper: hvad et kileskinnepinion fORALKENDE er, hvordan det omdanner bevægelse, de vigtigste typer, du vil støde på i fabrikker, og hvorfor valget af den rigtige betyder mere, end du måske tror. Intet unødigt fagsprog – kun klar, praktisk viden tilpasset producenter.
Først og fremmest: Hvad er et rack og pinion?
I sin kerne er et rack og pinion et mekanisk transmissionssystem der omdanner roterende bevægelse (som en motor der snurrer) til lineær bevægelse (som en maskinslide der bevæger sig frem og tilbage) – eller omvendt. Det består af to hoveddele:
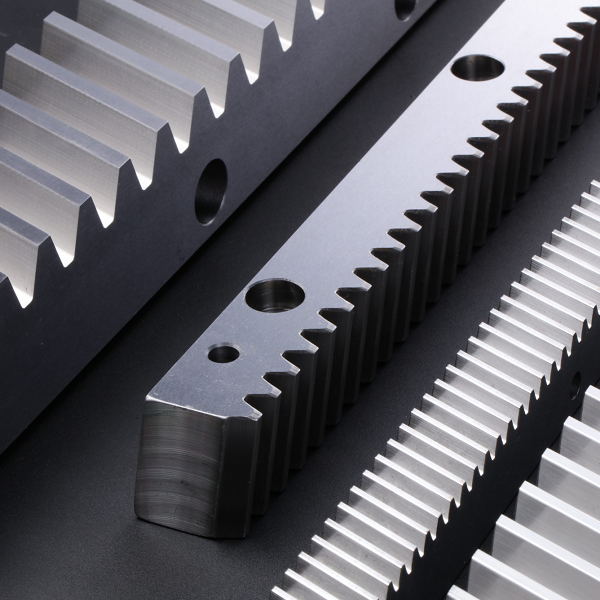
Rack : Tænk på det som et "linjeformet gear". Det er en lang stang (typisk fremstillet af stål eller legering) med jævnt fordelte tænder skåret langs en side. Racks leveres i standardlængder (1 m, 2 m, 3 m) og kan samles ende til ende for længere kørestrækninger – afgørende for store maskiner som portale CNC-maskiner.
Pinionhjulet : Dette er et lille, rundt gear, der mesh'er (indgriber) med rackens tænder. Det er forbundet til en motor eller håndknap; når det drejer, skubber dets tænder mod rackens tænder og flytter raket i en lige linje. Omvend drejningen af pinionhjulet, og raket bevæger sig i den modsatte retning.
Her er et eksempel fra virkeligheden: Når en CNC-ruter skærer en lige linje i en træplade, bevæger ruterhovedet sig langs et rack. Maskinens servo-motor drejer pinionhjulet, som driver raket (og dermed ruterhovedet) præcist langs skærebanen. Ingen glidning, ingen forsinkelse – kun jævn, kontrolleret bevægelse.
Sådan fungerer det: Videnskaben bag bevægelsesomdannelse
Magien i rack og pinion ligger i gearforhold og mekanisk fordel . Lad os bryde det ned med simple tal (ingen avanceret matematik krævet):
-
Antal tænder betyder noget : Et typisk pinionhjul har 10–20 tænder. Hvis et pinionhjul med 10 tænder drejer én gang, flytter det raket fremad med en afstand svarende til 10 tænder.
-
Modul = Tændstørrelse : „Modulet“ (en standardmåling) fortæller dig afstanden mellem centrum af hver tand. Et tandstang med modul 2 har 2 mm mellem tandcentrene. Så 10 tænder = 10 × 2 mm = 20 mm lineær tilbagelæggelse pr. pinionomdrejning.
-
Hastighed vs. kraft : Små pinions drejer hurtigere, men leverer mindre kraft; store pinions drejer langsommere, men genererer mere kraft. Derfor bruger kraftige maskiner (som 10-ton stempelpresser) større pinions – de bytter hastighed ud med det drejmoment, der kræves for at flytte tunge laster.
Vigtig fordel: I modsætning til remdrev (som kan glide) eller trækskruer (som slidt ned hurtigt under tunge belastninger) har tandstang- og pinionsystemer meget lidt til ingen glidning og kan håndtere høje belastninger – hvilket gør dem ideelle til præcisions- eller tunge applikationer. og håndterer høje belastninger – hvilket gør dem ideelle til præcisions- eller tunge applikationer.
De 3 vigtigste typer tandstænger (og hvornår hver enkelte skal anvendes)
Alle tandstænger er ikke ens. Typen, du vælger, afhænger af din applikation: præcisionsbehov, lastvægt og miljø. Her er de tre mest almindelige typer i produktion, med eksempler fra vores kunder:
1. Lige tandrækker (spur racks)
Den mest grundlæggende og udbredte type: tænderne er skåret lige hen over rakkens længde, vinkelret på dets bevægelsesretning. De er enkle at producere, omkostningseffektive og fungerer godt i de fleste almindelige anvendelser.
Reel anvendelse : En møbelfabrik i Foshan bruger vores YR100 lige tandrækker på deres træbearbejdende CNC-maskiner. De har ikke brug for ekstrem præcision (±0,1 mm er tilstrækkeligt til møbeldelene), og de lige tænder er nemme at vedligeholde. Rækkene har kørt i 18 måneder med kun almindelig smøring.
Bedst til : Almindelige CNC-maskiner, emballagemaskiner, lette samlebånd (belastning ≤5 tons, præcision ±0,05 mm – ±0,1 mm).
2. Skråtandet rækker
Tænderne er skåret i en vinkel (typisk 15° eller 30°) i stedet for lige. Denne skrå design betyder, at en større tandoverflade griber ind i pinionen på ethvert tidspunkt – hvilket reducerer støj, øger glathed og kan håndtere højere belastninger end lige tandrækker.
Reel anvendelse : En Shanghai-automobilfabrik bruger vores YR125 skrueracks på deres svejserobotter. Svejsning kræver jævn bevægelse for at undgå ujævne søm, og fabrikken skulle reducere støjen (skrueracks kører ved 65 dB i forhold til 80 dB for lige-tandsmodeller). Skruerackene klare også robotternes 7-ton belastning med lethed.
Bedst til : Højhastighedsmaskiner (≥1 m/s), tunge belastninger (5–15 tons), støjsvage omgivelser (automobil-, elektronikmontage).
3. Korrosionsbestandige racks
Disse racks er behandlet med specielle belægninger (kromplatering) eller fremstillet af korrosionsbestandige materialer (rustfrit stål, keramik) for at modstå rust og skader fra kølemidler, kemikalier eller fugtige omgivelser. De er ikke en "type" tand – de er en materiale eller belægning opgradering til hårde forhold.
Reel anvendelse : En Wuxi PCB (printet kredsløbsplade) fabrik bruger vores YR150-CR forchromede reoler på deres ætsningsmaskiner. Maskinerne bruger vandbaseret kølemiddel, som ville ruste almindelige stålreoler i løbet af 3 måneder. Vores korrosionsbestandige reoler har været i drift i 12 måneder uden rust, og præcisionen (±0,01 mm til PCB-snit) er konstant.
Bedst til : Fugtige omgivelser (kølemidler, vaskestationer), kemikalier (ætsning, maling), kystnære fabrikker (saltluft).
4 Almindelige Myter om Reoler (afkræftet)
Efter 10 år i transmissionsteknik har jeg hørt min del af misforståelser om reoler. Lad os rette op på det:
-
Myte 1: "Alle reoler er ens – vælg bare den billigste." Afkræftet: Et generisk rektakket tandhjul til 50 USD vil svigte efter 2 måneder på en 10-ton presse. Vores YR200 heavy-duty reol (fremstillet af 42CrMo legeret stål) kører i over 2 år på samme presse. Materialekvalitet og varmebehandling (HRC58–60 hårdhed) gør hele forskellen.
-
Myte 2: "Reoler kræver konstant smøring." Afvist: Det afhænger af miljøet. Renrum (3C-assembly) har brug for smøring hvert 4. uge; støvede CNC-værksteder har brug for det hvert 2. uge. Vi leverer en skræddersyet plan med hver rack – ingen gætværk.
-
Myte 3: "Helikale racks er altid bedre." Afvist: Helikale racks koster 20 % mere end racks med lige tænder. Hvis du skærer træmøbler (lav præcision, let belastning), er racks med lige tænder mere omkostningseffektive. Opgrader kun, hvis du har brug for glathed, hastighed eller hård belastning.
-
Myte 4: "Racks kan ikke repareres – de skal bare udskiftes." Afvist: Mindre tandslid kan repareres med omfinering (vi tilbyder denne service for vores racks). Justeringsproblemer (en af de største årsager til tidlig slitage) kan rettes med justerskiver – ingen grund til at udskifte hele rack.
Alibabas bedst sælgende butik for rack og pinion
Sådan vælger du det rigtige rack til din fabrik
At vælge et rack behøver ikke at være kompliceret. Vi bruger en 4-trins proces med vores kunder – det kan du også:
-
Definér din belastning : Hvor meget vægt skal tandstangen flytte? (f.eks. 3 tons for en 3C samlebænkerobot, 12 tons for en stempelepres)
-
Sæt præcisionsmål : Hvor nøjagtig skal bevægelsen være? (f.eks. ±0,01 mm til PCB-skæring, ±0,1 mm til møbler)
-
Vurder miljøet : Er det støvet? Vådt? Høj temperatur? (f.eks. svejsningsværksteder har brug for varmebestandige tandstænger; PCB-værksteder har brug for korrosionsbestandige)
-
Beregn kørelængde : Hvor langt skal tandstangen understøtte bevægelse? (f.eks. 5 m til en portalkørt CNC—forbind to 3 m tandstænger med vores justeringsnåle)
Når du er i tvivl, send os dine anvendelsesdetaljer—vi anbefaler den rigtige tandstang gratis. Vi sender endda eksempler på pinioner, så du kan afprøve tandhjulsmønsteret, før du afgiver en fuld ordre.
Afsluttende betragtning: Tandstangen som grundlag for produktion
Tandstangsystemer er nemme at overse – indtil de går i stykker. En billig, ukorrekt valgt tandstang kan forårsage 4 timers nedetid (med omkostninger på over 10.000 USD) på en travl montagebånd. En velvalgt og korrekt vedligeholdt tandstang kører stille og præcist i årevis og bliver et usynligt, men afgørende element i din produktions succes.
Uanset om du er praktikant, der lige har lært grundlæggende færdigheder, eller anlægsleder, der ønsker at reducere nedetid, hjælper forståelse af tandstænger dig med at træffe klogere beslutninger om udstyr. Og hvis du nogensinde har et spørgsmål — om tandtype, smøring eller reparation — står vores ingeniørteam til rådighed for at hjælpe.
Ønsker du en skræddersyet anbefaling af en tandstang til din maskine? Send os en kort besked med oplysninger om din belastning, nøjagtighedskrav og miljø. Vi sender dig et gratis tilbud samt en kopi af vores "Tandstang Vedligeholdelsescheckliste" – uden forpligtelser, blot praktisk hjælp fra mennesker, der kender tandstænger ned til bundlinjen.

Indholdsfortegnelse
- Først og fremmest: Hvad er et rack og pinion?
- Sådan fungerer det: Videnskaben bag bevægelsesomdannelse
- De 3 vigtigste typer tandstænger (og hvornår hver enkelte skal anvendes)
- 4 Almindelige Myter om Reoler (afkræftet)
- Sådan vælger du det rigtige rack til din fabrik
- Afsluttende betragtning: Tandstangen som grundlag for produktion