 EN
EN
 AR
AR
 BG
BG
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 ID
ID
 UK
UK
 VI
VI
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 SW
SW
 GA
GA
 CY
CY
 BE
BE
 KA
KA
 LA
LA
 MY
MY
 TG
TG
 UZ
UZ


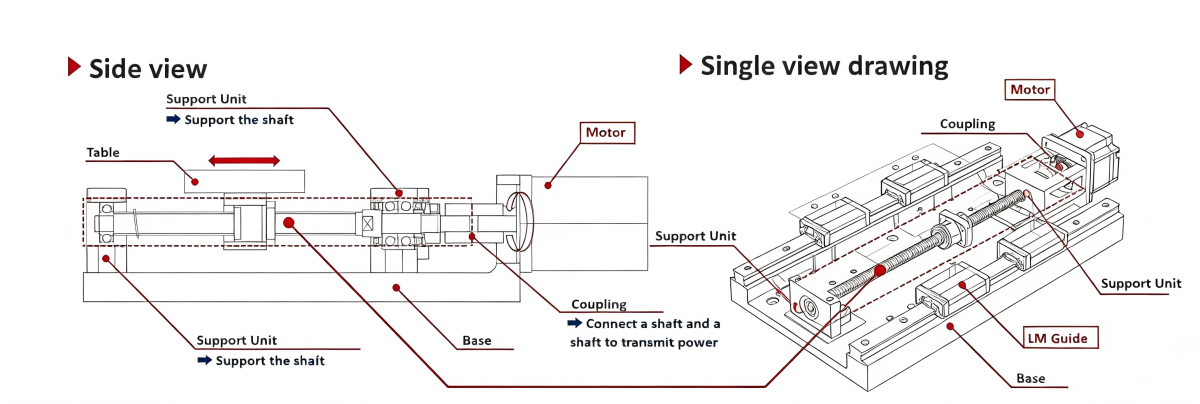
Ключът към коригирането на коаксиалността на кълбовидния винт е да се осигури, че „вал на двигателя – спойка – вал на винта – опорно лагерно устройство“ лежат на една и съща централна ос; в противен случай могат да възникнат вибрации, прегряване, аномални шумове, грешки при позициониране или дори преждевременно износване на винта.
Какво представлява коаксиалността на кълбовидния винт?
По време на монтажа осите на лагерните корпуси от двете страни на кълбовидния винт, вала на винта и спойката на двигателя трябва да бъдат подравнени по права линия.
Ако има отклонение в коаксиалността, това означава, че тези оси не са подравнени, което непосредствено влияе върху точността на предаването, плавността на работата и експлоатационния живот на винта.
Инструменти, необходими за калибриране:
Магнитен индикаторен микрометър / индикаторен микрометър, основа за индикатор, щуп за зазор, тънки медни / неръждаеми стоманени прокладки (за регулиране на зазора), шестоъгълен ключ, динамометричен ключ
Стандартни изпитателни методи
Коригирането на коаксиалността изисква точни измервания. Стандартните изпитателни методи са следните:
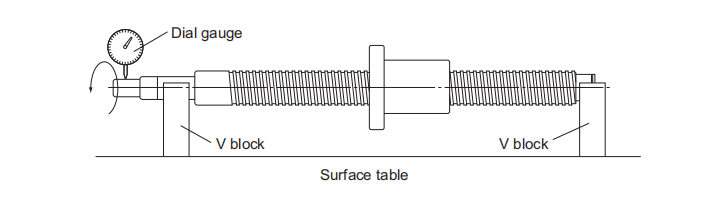
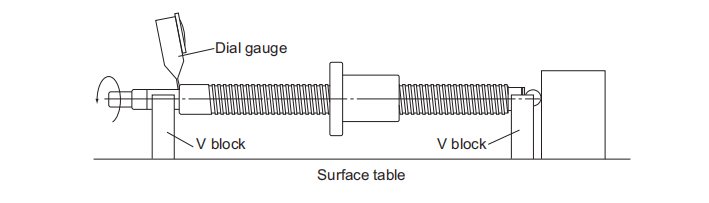
1. Радиално биене на монтиращата част спрямо оста на подпората на винтовия механизъм:
Подкрепете подпората на винтовия механизъм с V-образен блок. При допир на измервателния накрайник до външния диаметър на монтиращата част завъртете винтовия механизъм една пълна оборот и измерете максималната разлика в биенето с помощта на индикаторен микрометър.
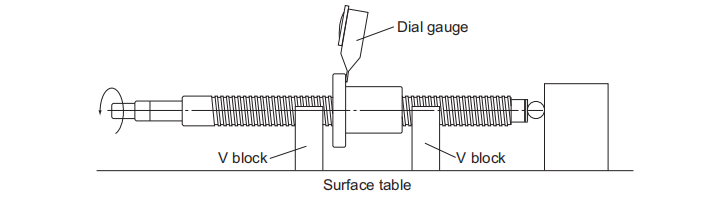
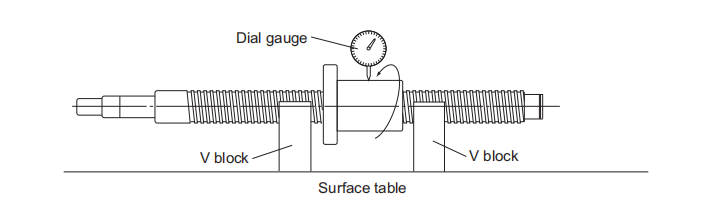
2. Радиално биене на лицето на резбовата канавка спрямо оста на подпората на винтовия механизъм:
Подкрепете подпората на винтовия механизъм с V-образен блок. При допир на измервателния накрайник до външния диаметър на гайката завъртете винтовия механизъм една пълна оборот, без да завъртате гайката, и измерете максималната разлика в биенето с помощта на индикаторен микрометър.
3. Осева биене на опорната торцева повърхност спрямо оста на вала на винтовата предавка:
Подкрепете опората на винтовата предавка с V-образен блок. Докоснете измервателния накрайник до торцевата повърхност на опората на винтовата предавка, завъртете винтовата предавка едно пълно завъртане и измерете максималната разлика в биенето с индикаторен часовников измерител.
4. Кръгово биене на монтажната повърхност на фланеца спрямо оста на винтовата предавка:
Подкрепете външния диаметър на резбованата част на винтовата предавка до гайката с V-образен блок. Докоснете измервателния накрайник до торцевата повърхност на фланеца на гайката, завъртете едновременно винтовата предавка и гайката едно пълно завъртане и измерете максималната разлика в биенето с индикаторен часовников измерител.
5. Радиално биене на външния диаметър на гайката спрямо оста на винтовата предавка:
Подкрепете външния диаметър на резбованата част на винта с V-образен блок. Сондата да е в контакт с външния диаметър на гайката; завъртете гайката една пълна оборота, без да завъртате винта, и измерете максималната разлика в радиалното биене с индикаторен часовникови измервател.
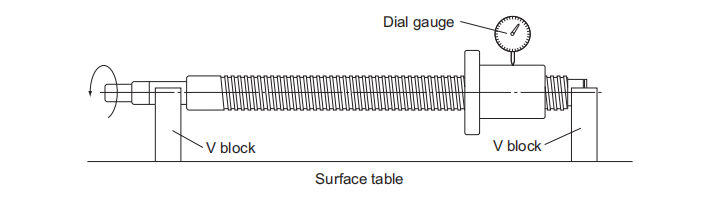
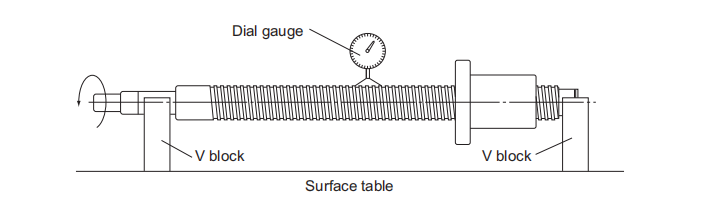
6. Общо радиално биене на външния диаметър на частта от винта спрямо оста на опората на вала на винта:
Подкрепете опората на винта с V-образен блок. Сондата да е в контакт с външния диаметър на винта; завъртете винта една пълна оборота и измерете биенето в няколко точки по оста с индикаторен часовникови измервател, като запишете максималната стойност.
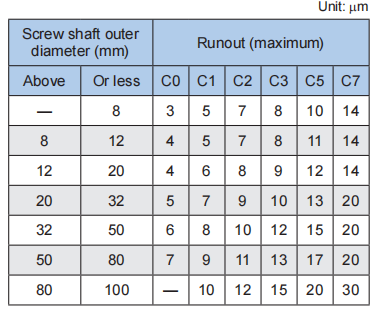
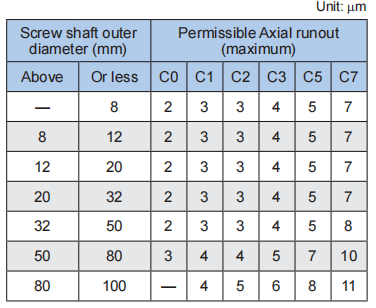
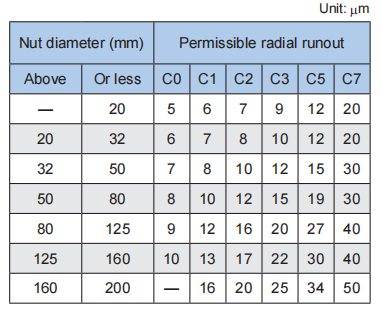
За допуск за радиално биене на външния диаметър на винта спрямо оста на опората на вала на винта вижте JIS B 1192 (ISO 3408).
При прекомерно биене на монтажната повърхност на фланеца: проверете дали монтажната повърхност на фланеца е равна или използвайте тънки шайби за фината подстройка.
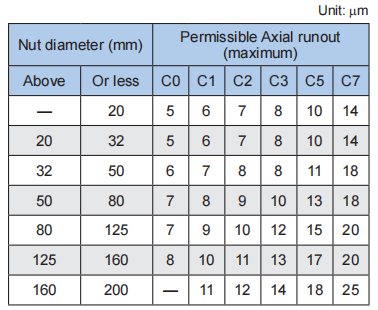
При прекомерно биене на външния диаметър на гайката: Регулирайте монтажното положение на корпуса на лагера или корпуса на гайката и, ако е необходимо, поправете опорната повърхност.
Потвърждение чрез повторно измерване
След всяка корекция извършете повторно измерване според стандартния метод, докато всички свързани стойности на биене и успоредност отговарят на ограниченията в съответната таблица с допуски.
Калибрирането на коаксиалността на топчестия винт е основна, но изключително важна инсталационна задача. Повечето проблеми с топчестите винтове — като прегряване, аномален шум, заклиняне и кратък срок на експлоатация — имат своето начало именно тук.
Чрез следване на процеса „грубо подравняване → фината настройка с индикаторен часовникови измервател → диагонално заключване → повторно тестване и приемане“ и стриктен контрол върху грешката от биене, страничните сили могат да бъдат елиминирани структурно, което гарантира дълготрайна стабилна работа на топчестия винт.