 EN
EN
 AR
AR
 BG
BG
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 ID
ID
 UK
UK
 VI
VI
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 SW
SW
 GA
GA
 CY
CY
 BE
BE
 KA
KA
 LA
LA
 MY
MY
 TG
TG
 UZ
UZ


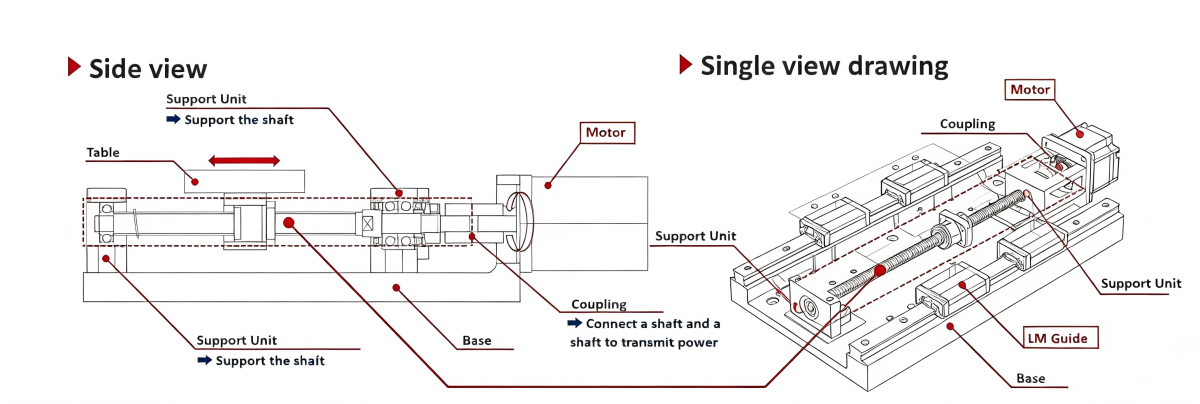
Kluczem do korekcji współosiowości śruby kulkowej jest zapewnienie, że „wał silnika – sprzęgło – wał śruby – łożysko podporowe” znajdują się na tej samej osi; w przeciwnym razie mogą wystąpić drgania, przegrzewanie, nietypowe dźwięki, błędy pozycjonowania lub nawet przedwczesny zużycie śruby.
Co to jest współosiowość śruby kulkowej?
Podczas montażu osie obudów łożysk po obu końcach śruby kulkowej, wał śruby oraz sprzęgło silnika muszą być wyrównane w linii prostej.
Jeśli występuje odchylenie od współosiowości, oznacza to, że te osie nie są współosiowe, co bezpośrednio wpływa na dokładność przekazywania ruchu, płynność pracy oraz czas eksploatacji śruby.
Narzędzia wymagane do kalibracji:
Magneticzny wskaźnik obrotowy/śrubomierz, podstawa wskaźnika, miernik szczelin, cienkie płytki dystansowe z miedzi/nierdzewnej stali (do regulacji luzu), klucz imbusowy, klucz dynamometryczny
Standardowe metody badań
Korekcja współosiowości wymaga dokładnych pomiarów. Standardowe metody badań są następujące:
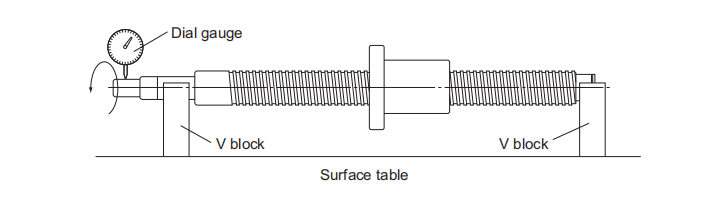
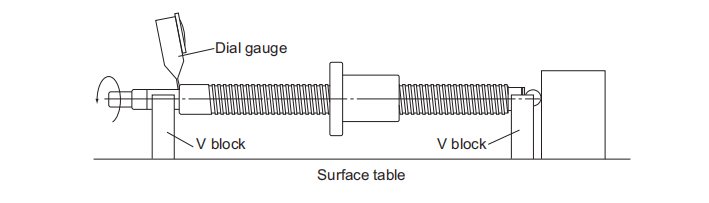
1. Biój promieniowy części montażowej względem osi podpory śruby pociągowej:
Umieść podporę śruby pociągowej na klocku V-kształtnym. Przy dotyku głowicy sondy do średnicy zewnętrznej części montażowej obróć śrubę pociągową o jeden pełny obrót i zmierz maksymalną różnicę biój przy użyciu wskaźnika obrotowego.
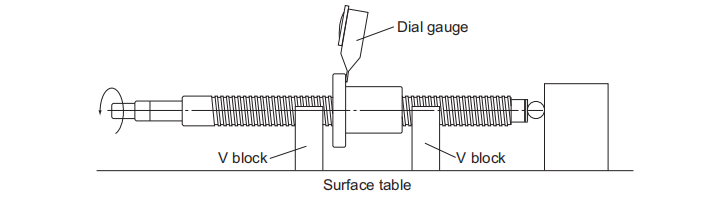
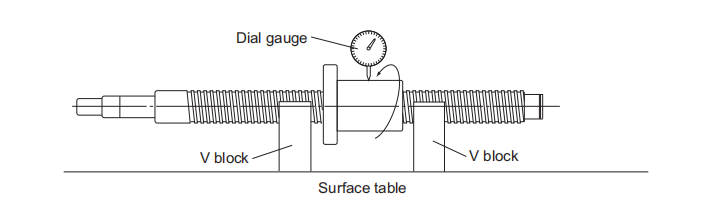
2. Biój promieniowy powierzchni rowka gwintu względem osi podpory śruby pociągowej:
Umieść podporę śruby pociągowej na klocku V-kształtnym. Przy dotyku głowicy sondy do średnicy zewnętrznej nakrętki obróć śrubę pociągową o jeden pełny obrót bez obracania nakrętki i zmierz maksymalną różnicę biój przy użyciu wskaźnika obrotowego.
3. Biój czołowy powierzchni czołowej podpory względem osi części podporowej wału śruby pociągowej:
Podtrzymaj podporę śruby pociągowej za pomocą bloku V. Przy dotyku sondy do czoła podpory śruby pociągowej obróć śrubę pociągową o jeden pełny obrót i zmierz maksymalną różnicę bicia za pomocą wskaźnika zegarowego.
4. Bicie kołowe powierzchni montażowej flansza względem osi śruby pociągowej:
Podtrzymaj średnicę zewnętrzną gwintowanej części śruby pociągowej przy sąsiedztwie nakrętki za pomocą bloku V. Przy dotyku sondy do czoła flansza nakrętki obróć jednocześnie śrubę pociągową i nakrętkę o jeden pełny obrót oraz zmierz maksymalną różnicę bicia za pomocą wskaźnika zegarowego.
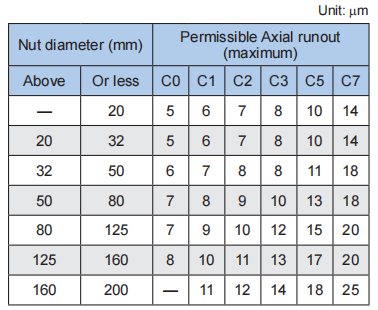
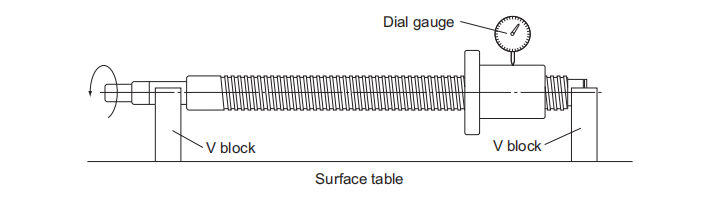
5. Bicie promieniowe średnicy zewnętrznej nakrętki względem osi śruby pociągowej:
Podtrzymaj średnicę zewnętrzną gwintowanej części śruby pociągowej przy sąsiedztwie nakrętki za pomocą bloku V. Przy dotyku sondy do średnicy zewnętrznej nakrętki obróć nakrętkę o jeden pełny obrót bez obracania śruby pociągowej i zmierz maksymalną różnicę bicia za pomocą wskaźnika zegarowego.
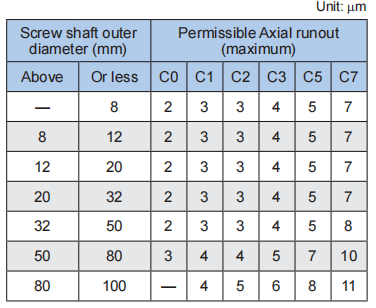
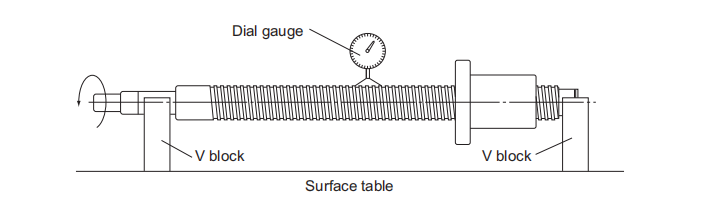
6. Całkowite wypadanie promieniowe średnicy zewnętrznej sekcji śruby pociągowej względem osi podparcia wałka śruby pociągowej:
Umieść podparcie śruby pociągowej na klocku V-kształtnym. Przy dotyku sondy do średnicy zewnętrznej śruby pociągowej obróć śrubę pociągową o jeden pełny obrót i zmierz wypadanie w wielu punktach wzdłuż osi za pomocą wskaźnika zegarowego, zapisując wartość maksymalną.
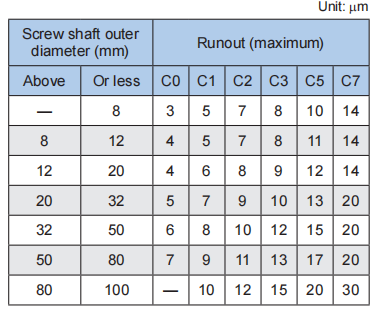
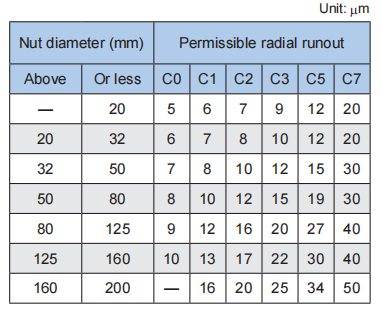
W przypadku dopuszczalnego wypadania promieniowego średnicy zewnętrznej śruby pociągowej względem osi podparcia wałka śruby pociągowej należy odnieść się do normy JIS B 1192 (ISO 3408).
W przypadku nadmiernego wypadania powierzchni montażowej kołnierza: sprawdź, czy powierzchnia połączenia kołnierza jest płaska, lub użyj cienkich podkładów do precyzyjnej regulacji.
W przypadku nadmiernego wypadania średnicy zewnętrznej nakrętki: dostosuj położenie obudowy łożyska lub obudowy nakrętki oraz, w razie konieczności, napraw powierzchnię lokalizacyjną.
Potwierdzenie ponownego pomiaru
Po każdej korekcie dokonaj ponownego pomiaru zgodnie ze standardową metodą, aż wszystkie odpowiednie wskazania bicia i równoległości znajdą się w granicach odpowiadającej im tabeli tolerancji.
Kalibracja współosiowości śruby kulowej jest podstawowym, lecz kluczowym zadaniem montażowym. Większość problemów związanych ze śrubami kulowymi, takich jak przegrzewanie, nietypowe dźwięki, zakleszczenia oraz krótki okres eksploatacji, ma swoje źródło właśnie w tym miejscu.
Stosując procedurę „wstępne wyrównanie → precyzyjne dostrajanie za pomocą wskaźnika obrotowego → blokowanie po przekątnej → ponowne testowanie i akceptacja” oraz ściśle kontrolując błąd bicia, siły boczne mogą zostać wyeliminowane na poziomie konstrukcyjnym, zapewniając długotrwałą, stabilną pracę śruby kulowej.