 EN
EN
 AR
AR
 BG
BG
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 ID
ID
 UK
UK
 VI
VI
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 SW
SW
 GA
GA
 CY
CY
 BE
BE
 KA
KA
 LA
LA
 MY
MY
 TG
TG
 UZ
UZ


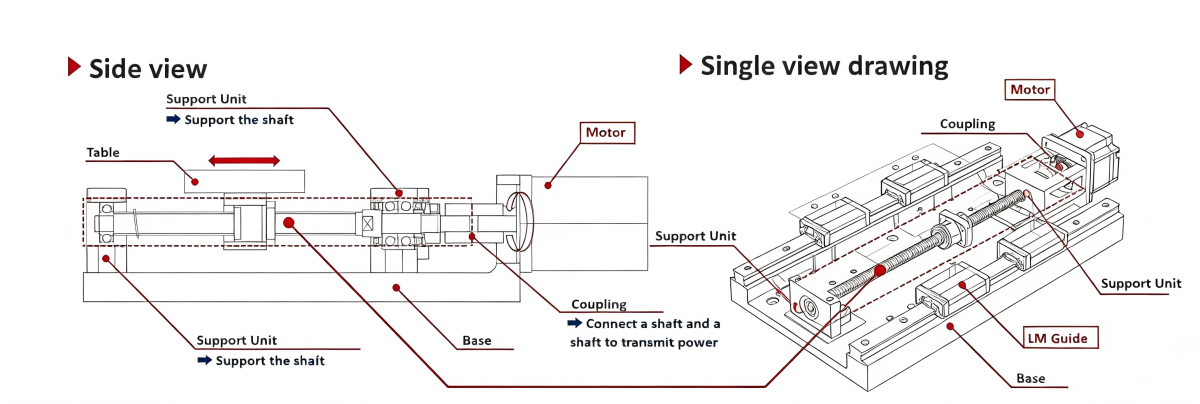
La clave para corregir la coaxialidad del tornillo de bolas consiste en garantizar que el «eje del motor – acoplamiento – eje del tornillo – rodamiento de soporte» se encuentren alineados sobre la misma línea central; de lo contrario, pueden producirse vibraciones, sobrecalentamiento, ruidos anormales, errores de posicionamiento o incluso desgaste prematuro del tornillo.
¿Qué es la coaxialidad de un tornillo de bolas?
Durante el montaje, los ejes de las cajas de rodamientos en ambos extremos del tornillo de bolas, el eje del tornillo y el acoplamiento del motor deben alinearse en una línea recta.
Si existe una desviación en la coaxialidad, significa que dichos ejes no están alineados, lo que afectará directamente la precisión de transmisión, la suavidad operativa y la vida útil del tornillo.
Herramientas necesarias para la calibración:
Indicador de reloj magnético/micrómetro, soporte para indicador, galga de espesores, láminas delgadas de cobre o acero inoxidable (para ajustar el juego), llave Allen, llave dinamométrica
Métodos de ensayo normalizados
Corregir la coaxialidad requiere una medición precisa. Los métodos de ensayo normalizados son los siguientes:
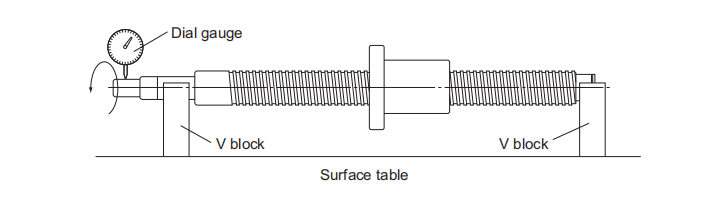
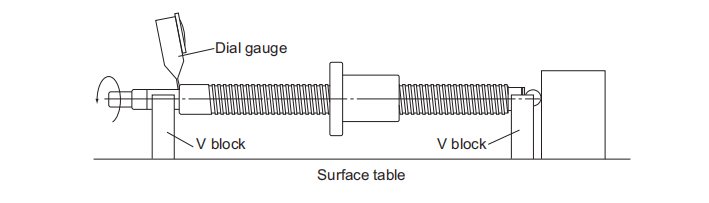
1. Desviación radial de la pieza de montaje respecto al eje del soporte del husillo:
Sostenga el soporte del husillo con un bloque en V. Con la sonda en contacto con el diámetro exterior de la pieza de montaje, gire el husillo una vuelta completa y mida la diferencia máxima de desviación radial mediante un indicador de reloj.
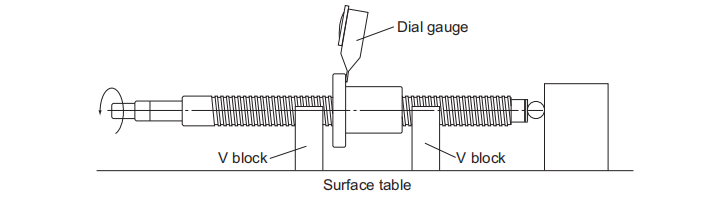
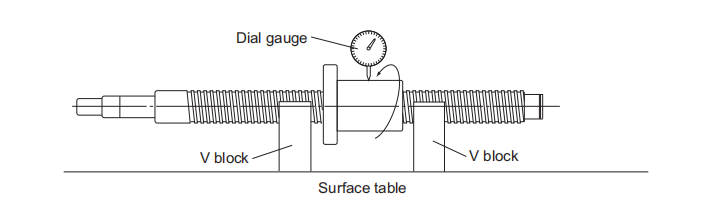
2. Desviación radial de la cara de la ranura roscada respecto al eje del soporte del husillo:
Sostenga el soporte del husillo con un bloque en V. Con la sonda en contacto con el diámetro exterior de la tuerca, gire el husillo una vuelta completa sin girar la tuerca y mida la diferencia máxima de desviación radial mediante un indicador de reloj.
3. Desviación axial de la cara de soporte respecto al eje de la parte de soporte del husillo:
Sostenga el soporte del husillo con un bloque en V. Con la sonda en contacto con la cara de extremo del soporte del husillo, gire el husillo una vuelta completa y mida la diferencia máxima de desviación axial mediante un comparador de reloj.
4. Desviación circular de la superficie de montaje de la brida respecto al eje del husillo:
Sostenga el diámetro exterior de la sección roscada del husillo, adyacente a la tuerca, con un bloque en V. Con la sonda en contacto con la cara de extremo de la brida de la tuerca, gire simultáneamente el husillo y la tuerca una vuelta completa y mida la diferencia máxima de desviación circular mediante un comparador de reloj.
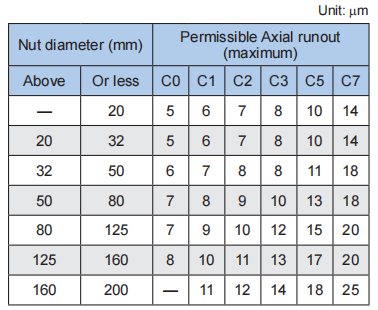
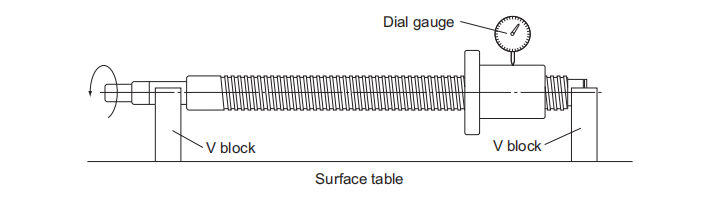
5. Desviación radial del diámetro exterior de la tuerca respecto al eje del husillo:
Sostenga el diámetro exterior de la sección roscada del husillo mediante un bloque en V. Con la sonda en contacto con el diámetro exterior de la tuerca, gire la tuerca una vuelta completa sin girar el husillo y mida la diferencia máxima de desviación radial mediante un reloj comparador.
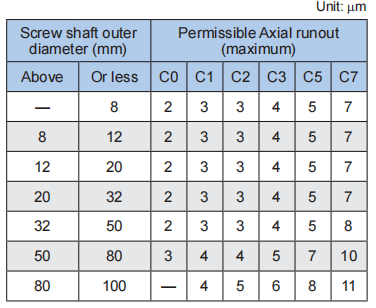
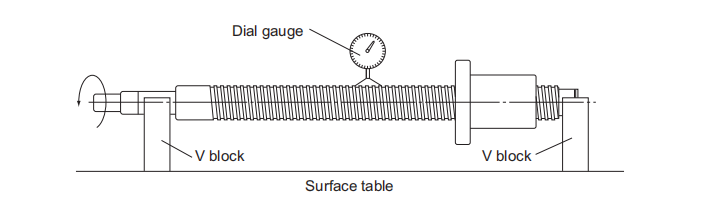
6. Desviación radial total del diámetro exterior de la sección del husillo respecto al eje del soporte del eje del husillo:
Sostenga el soporte del husillo mediante un bloque en V. Con la sonda en contacto con el diámetro exterior del husillo, gire este una vuelta completa y mida la desviación radial en varios puntos a lo largo del eje mediante un reloj comparador, registrando el valor máximo.
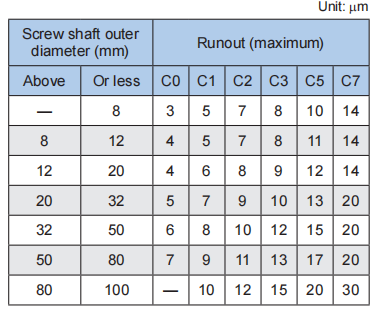
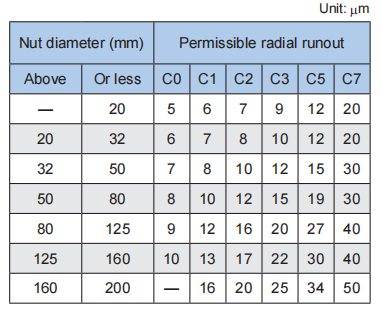
Para la tolerancia de desviación radial del diámetro exterior del husillo respecto al eje del soporte del eje del husillo, consulte la norma JIS B 1192 (ISO 3408).
En caso de desviación radial excesiva de la superficie de montaje de la brida: verifique si la superficie de conexión de la brida es plana o utilice arandelas finas para ajustes precisos.
Para un exceso de desviación radial del diámetro exterior de la tuerca: ajuste la posición de montaje del alojamiento del rodamiento o del alojamiento de la tuerca, y repare la superficie de ubicación si es necesario.
Confirmación mediante nueva medición
Después de cada ajuste, realice una nueva medición según el método estándar hasta que todas las desviaciones radiales y paralelismos correspondientes cumplan los límites indicados en la tabla de tolerancias aplicable.
La calibración de la coaxialidad del tornillo de bolas es una tarea fundamental y, al mismo tiempo, crucial durante la instalación. La mayoría de los problemas relacionados con los tornillos de bolas —como sobrecalentamiento, ruidos anormales, atascos y vida útil reducida— se originan aquí.
Al seguir el proceso de «alineación aproximada → ajuste fino con reloj comparador → bloqueo diagonal → nueva verificación y aceptación» y al controlar estrictamente el error de desviación radial, se pueden eliminar estructuralmente las fuerzas laterales, garantizando así el funcionamiento estable a largo plazo del tornillo de bolas.