 EN
EN
 AR
AR
 BG
BG
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 ID
ID
 UK
UK
 VI
VI
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 SW
SW
 GA
GA
 CY
CY
 BE
BE
 KA
KA
 LA
LA
 MY
MY
 TG
TG
 UZ
UZ


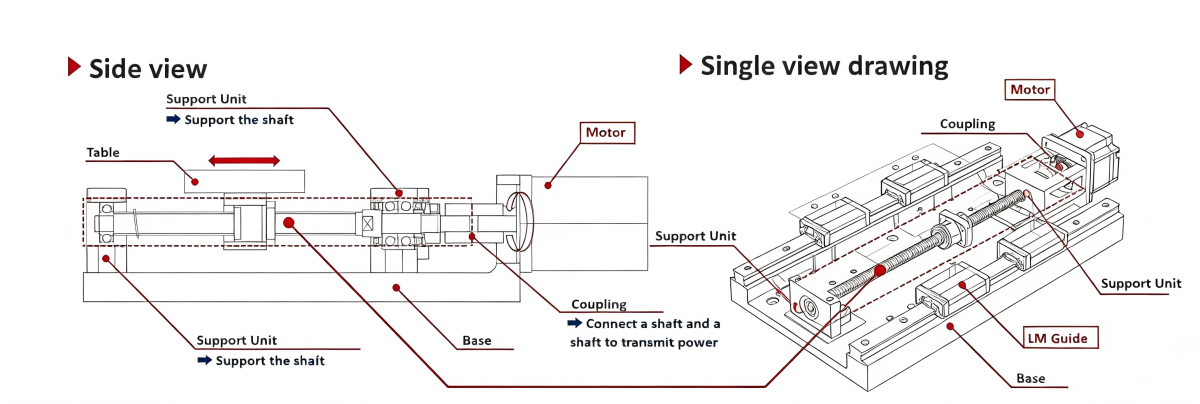
Der Schlüssel zur Korrektur der Koaxialität der Kugelgewindespindel besteht darin, sicherzustellen, dass „Motorwelle – Kupplung – Spindelwelle – Stützlager“ auf derselben Mittellinie liegen; andernfalls können Vibrationen, Überhitzung, ungewöhnliche Geräusche, Positionierungsfehler oder sogar ein vorzeitiger Verschleiß der Spindel auftreten.
Was versteht man unter der Koaxialität einer Kugelgewindespindel?
Während der Montage müssen die Achsen der Lagergehäuse an beiden Enden der Kugelgewindespindel, der Spindelwelle und der Motor-Kupplung in einer geraden Linie ausgerichtet sein.
Weicht die Koaxialität ab, so bedeutet dies, dass diese Achsen nicht ausgerichtet sind; dies wirkt sich unmittelbar auf die Übertragungsgenauigkeit, den Laufkomfort und die Lebensdauer der Spindel aus.
Werkzeuge, die für die Kalibrierung erforderlich sind:
Magnetischer Taster mit Zeigeranzeige/Tiefenmikrometer, Tasterhalterung, Fühlerlehre, dünne Kupfer-/Edelstahl-Abstandsscheiben (zur Einstellung des Spiels), Innensechskantschlüssel, Drehmomentschlüssel
Standard-Prüfverfahren
Die Korrektur der Koaxialität erfordert eine genaue Messung. Die Standard-Prüfverfahren lauten wie folgt:
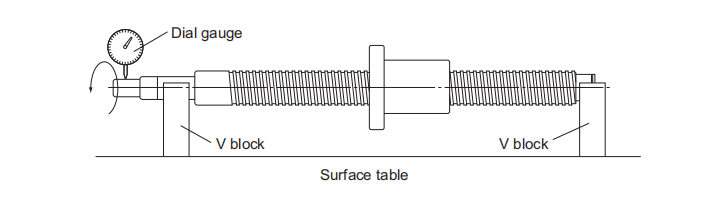
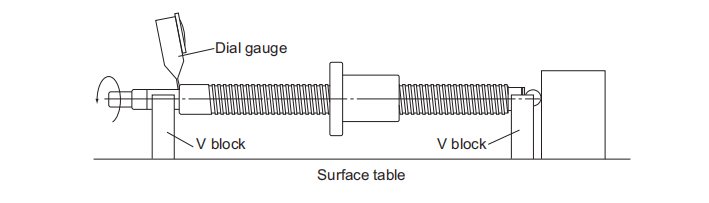
1. Radialer Laufumlauf des Montageteils relativ zur Achse der Spindelstütze:
Stützen Sie die Spindelstütze mit einem V-Block ab. Bringen Sie die Messspitze mit dem Außendurchmesser des Montageteils in Kontakt, drehen Sie die Spindel um eine Umdrehung und messen Sie mithilfe eines Tasters mit Zeigeranzeige die maximale Laufumlaufdifferenz.
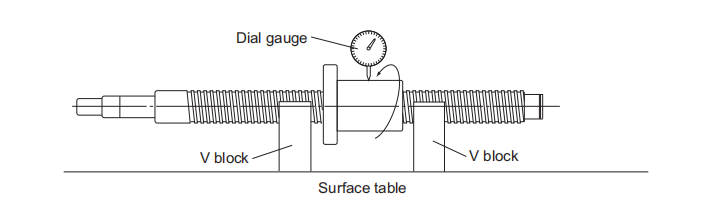
2. Radialer Laufumlauf der Gewindegroove-Fläche relativ zur Achse der Spindelstütze:
Stützen Sie die Spindelstütze mit einem V-Block ab. Bringen Sie die Messspitze mit dem Außendurchmesser der Mutter in Kontakt, drehen Sie die Spindel um eine Umdrehung, ohne die Mutter zu drehen, und messen Sie mithilfe eines Tasters mit Zeigeranzeige die maximale Laufumlaufdifferenz.
3. Axiales Winkelfehlermaß der Stützflanschfläche relativ zur Achse des Spindelstützabschnitts:
Stützen Sie die Spindelstütze mit einem V-Block. Bringen Sie die Messsonde mit der Stirnfläche der Spindelstütze in Kontakt, drehen Sie die Spindel einmal vollständig durch und messen Sie die maximale Abweichung des Winkelfehlermaßes mit einem Drehzeigergerät.
4. Rundlauf der Flanschmontagefläche relativ zur Spindelachse:
Stützen Sie den Außendurchmesser des mit Gewinde versehenen Spindelabschnitts unmittelbar neben der Mutter mit einem V-Block. Bringen Sie die Messsonde mit der Stirnfläche des Muttenflansches in Kontakt, drehen Sie Spindel und Mutter gleichzeitig einmal vollständig durch und messen Sie die maximale Abweichung des Rundlaufs mit einem Drehzeigergerät.
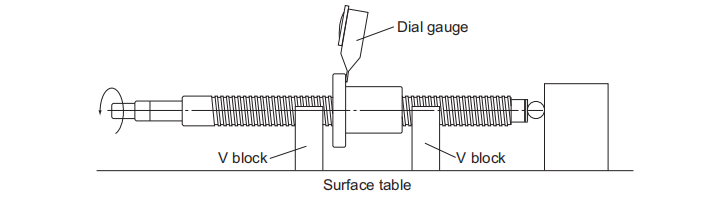
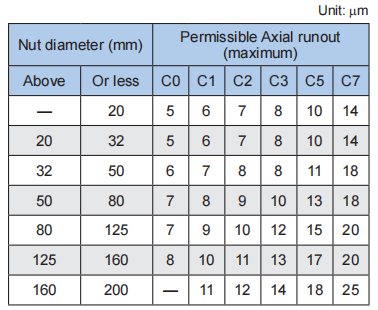
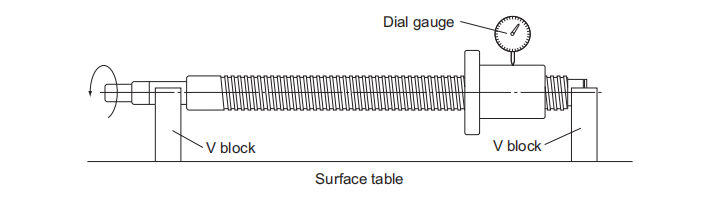
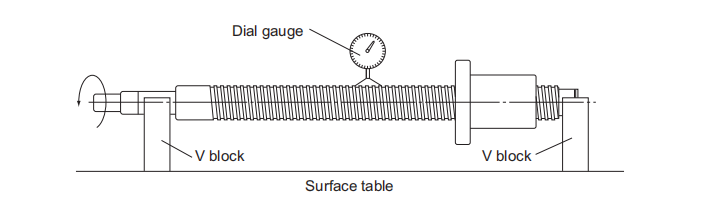
5. Radialer Rundlauf des Außendurchmessers der Mutter relativ zur Spindelachse:
Stützen Sie den Außendurchmesser des Gewindeabschnitts der Spindel unmittelbar neben der Mutter mit einem V-Block ab. Bringen Sie die Messsonde mit dem Außendurchmesser der Mutter in Kontakt, drehen Sie die Mutter um eine Umdrehung, ohne die Spindel zu drehen, und messen Sie die maximale Rundlaufabweichung mit einem Tasteranzeiger.
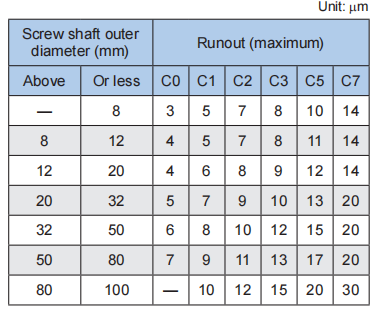
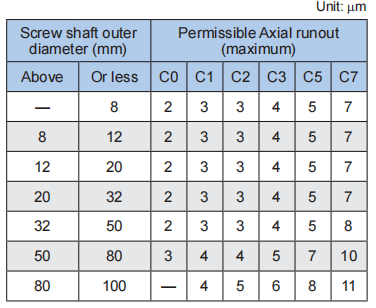
6. Gesamter radialer Rundlauf des Außendurchmessers des Spindelabschnitts bezogen auf die Achse der Spindelwellenlagerung:
Stützen Sie die Spindelwellenlagerung mit einem V-Block ab. Bringen Sie die Messsonde mit dem Außendurchmesser der Spindel in Kontakt, drehen Sie die Spindel um eine Umdrehung und messen Sie den Rundlauf an mehreren Stellen entlang der Achse mit einem Tasteranzeiger; notieren Sie den maximalen Wert.
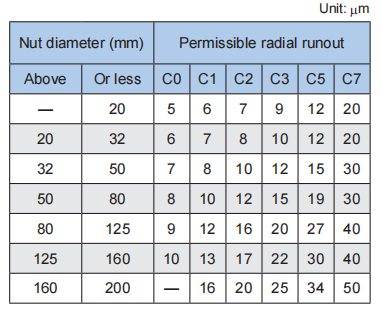
Für die zulässige radiale Rundlaufabweichung des Außendurchmessers der Spindel bezogen auf die Achse der Spindelwellenlagerung siehe JIS B 1192 (ISO 3408).
Bei übermäßigem Rundlauf der Flanschmontagefläche: Prüfen Sie, ob die Flanschanschlussfläche eben ist, oder verwenden Sie dünne Unterlegscheiben für eine Feineinstellung.
Bei übermäßigem Laufungleichgewicht des Außendurchmessers der Mutter: Die Montageposition des Lagergehäuses oder Mutterngehäuses anpassen und die Positionierfläche bei Bedarf reparieren.
Bestätigung durch erneute Messung
Nach jeder Justierung erneut nach der Standardmethode messen, bis alle relevanten Laufungleichgewichte und Parallelitäten innerhalb der Grenzwerte der entsprechenden Toleranztabelle liegen.
Die Koaxialitätseinstellung der Kugelgewindespindel ist eine grundlegende, aber entscheidende Installationsaufgabe. Die meisten Probleme mit Kugelgewindespindeln – wie Überhitzung, ungewöhnliche Geräusche, Blockierungen und eine kurze Lebensdauer – haben hier ihren Ursprung.
Durch Befolgung des Verfahrens „Grobe Ausrichtung → Feinjustierung mit Tastuhr → Diagonales Anziehen → Neuerliche Prüfung und Abnahme“ sowie durch strikte Kontrolle des Laufungleichgewichtsfehlers können Querkräfte konstruktiv eliminiert werden, wodurch ein langfristig stabiler Betrieb der Kugelgewindespindel gewährleistet wird.