 EN
EN
 AR
AR
 BG
BG
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 ID
ID
 UK
UK
 VI
VI
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 SW
SW
 GA
GA
 CY
CY
 BE
BE
 KA
KA
 LA
LA
 MY
MY
 TG
TG
 UZ
UZ


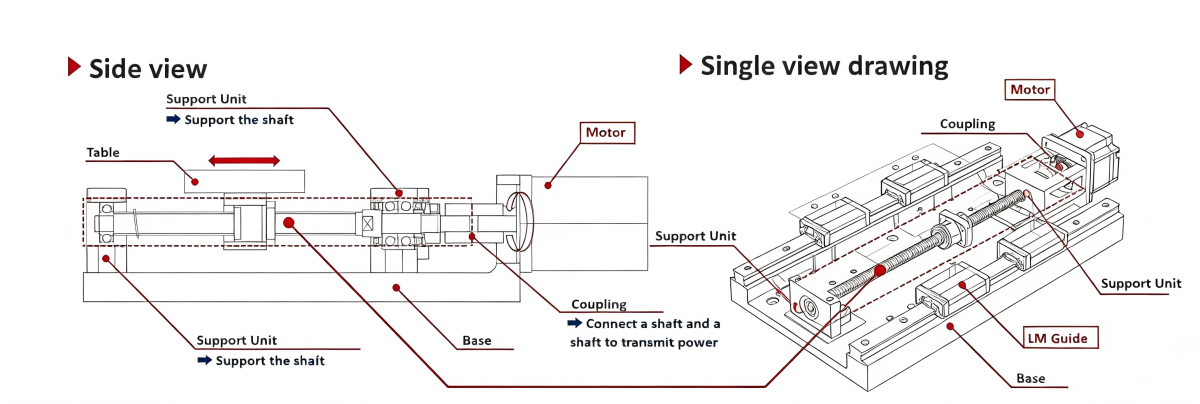
Ключ да выраўноўвання коаксіяльнасці шарыкавага вінта — гэта забеспячэнне таго, каб «вал электродвігуну – муфта – вал вінта – апорны падшыпнік» знаходзіліся на адной цэнтральнай лініі; у адваротным выпадку могуць узнікнуць вібрацыі, перагрэў, ненармальны шум, памылкі пазіцыянавання ці нават паскарэнае знос вінта.
Што такое коаксіяльнасць шарыкавага вінта?
Падчас зборкі восі карпусоў падшыпнікаў на абодвух канцах шарыкавага вінта, вала вінта і муфты электродвігуну павінны быць выраўнаваны ў прамую лінію.
Калі маецца адхіленне ў коаксіяльнасці, гэта азначае, што гэтыя восі не выраўнаваны, што напрамую ўплывае на дакладнасць перадачы, плаўнасць працы і тэрмін службы вінта.
Інструменты, неабходныя для калібравання:
Магнітны індыкатар/мікрометр, аснова для індыкатара, шчылінамер, тонкія медныя/нержавеючыя сталёвыя пракладкі (для рэгулявання зазору), шэстагранны ключ, дынамаметрычны ключ
Стандартныя метады выпрабавання
Карэкцыя касавайнасці патрабуе дакладных вымярэнняў. Стандартныя метады выпрабавання наступныя:
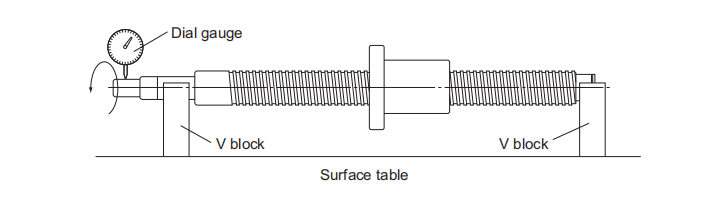
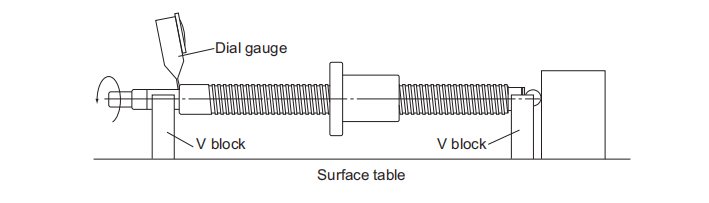
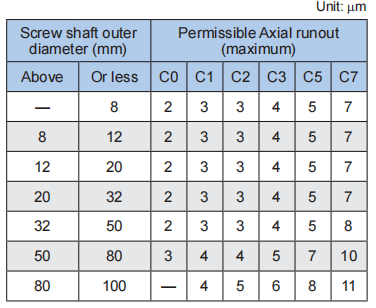
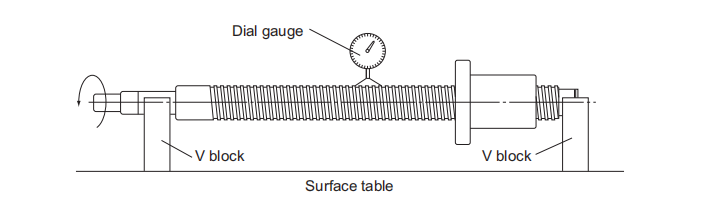
1. Радыяльнае біянне мацавальнай часткі адносна восі апоры гвинта:
Усталяваць апору гвинта ў V-падобны блок. Пры датыку пробы з вонкавым дыяметрам мацавальнай часткі павярнуць гвинт на адзін поўны абарот і вымераць максімальную розніцу ў біянні з дапамогай стрэлкавага індыкатара.
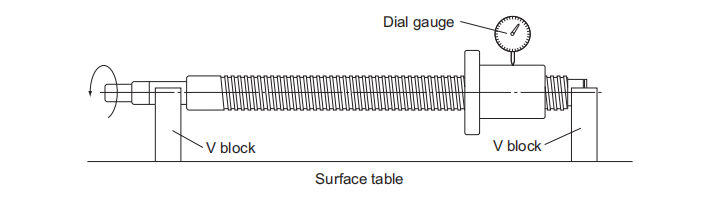
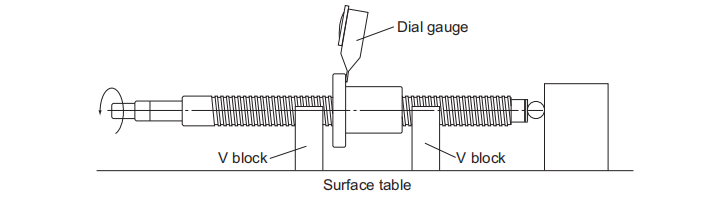
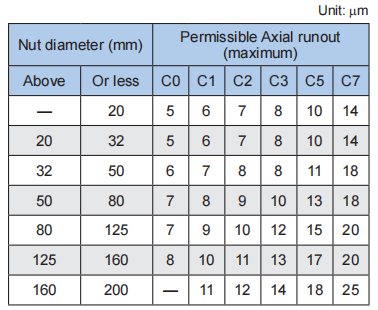
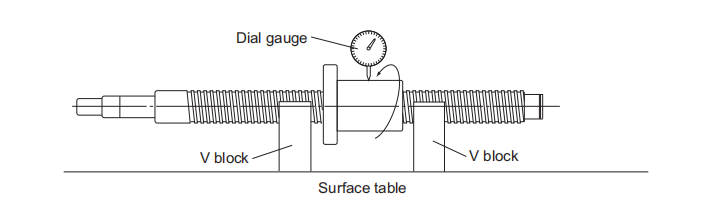
2. Радыяльнае біянне паверхні рэзьбовай канавакі адносна восі апоры гвинта:
Усталяваць апору гвинта ў V-падобны блок. Пры датыку пробы з вонкавым дыяметрам гайкі павярнуць гвинт на адзін поўны абарот, не павяртаючы пры гэтым гайку, і вымераць максімальную розніцу ў біянні з дапамогай стрэлкавага індыкатара.
3. Біяг торцавай паверхні апоры адносна восі ўчастка валіка гвинта-шасі:
Усталюйце апору гвинта-шасі ў V-падставку. Пры датыку шчупа з торцавай паверхняй апоры гвинта-шасі павярніце гвинт-шасі на адзін поўны абарот і вымерайце максімальную розніцу ў біягу з дапамогай стрэлкавага індыкатара.
4. Кругавы біяг маўнтажнай паверхні фланца адносна восі гвинта-шасі:
Усталюйце знешні дыяметр нарэзанай часткі гвинта-шасі побач з гайкай у V-падставку. Пры датыку шчупа з торцавай паверхняй фланца гайкі павярніце гвинт-шасі і гайку адначасова на адзін поўны абарот і вымерайце максімальную розніцу ў біягу з дапамогай стрэлкавага індыкатара.
5. Радыяльны біяг знешняга дыяметра гайкі адносна восі гвинта-шасі:
Апірайце зовнешні дыяметр рэзьбавай часткі грузіка на вадзільны падпарты ў V-падставцы. Пры кантакце адчувальнага элемента з зовнешнім дыяметрам грузіка павярніце грузік на адзін поўны абарот, не павяртаючы пры гэтым грузік, і вымярце максімальную розніцу біяння з дапамогай стрэлкавага індыкатара.
6. Агульнае радыяльнае біянне зовнешняга дыяметра часткі грузіка адносна восі апоры валіка грузіка:
Апірайце апору грузіка ў V-падставцы. Пры кантакце адчувальнага элемента з зовнешнім дыяметрам грузіка павярніце грузік на адзін поўны абарот і вымярце біянне ў некалькіх кропках уздоўж восі з дапамогай стрэлкавага індыкатара, запісаўшы максімальнае значэнне.
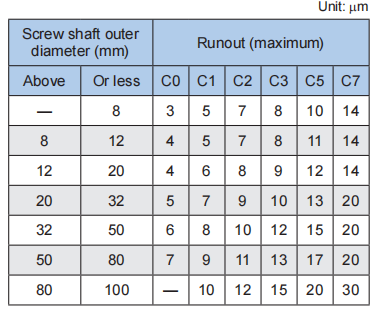
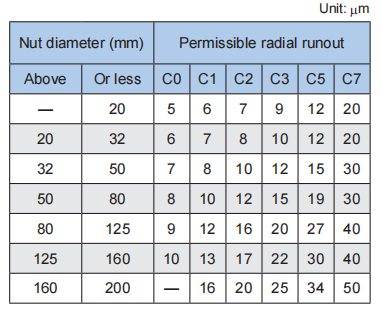
Для талерантнасці радыяльнага біяння зовнешняга дыяметра грузіка адносна восі апоры валіка грузіка звярніцеся да стандарта JIS B 1192 (ISO 3408).
Пры перавышэнні біяння мацавальнай паверхні фланца: праверце, ці з’яўляецца паверхня злучэння фланца плоскай, або выкарыстоўвайце тонкія пракладкі для дакладнай рэгуляўвання.
Пры перавышэнні біяння знешняга дыяметра гайкі: адкарэктуйце пасадачнае становішча карпуса падшыпніка або карпуса гайкі і, пры неабходнасці, адрамантуйце апорную паверхню.
Паўтарная праверка вымярэнняў
Пасля кожнай карэкцыі паўтарыце вымярэнні ў адпаведнасці з устаноўленай метадыкай, пакуль усе адпаведныя значэнні біяння і паралельнасці не будуць адпавядаць лімітам у адпаведнай табліцы дапускаў.
Калібрацыя каксіяльнасці шарыкавага вінта — гэта асноўная, але выключна важная задача ўстаноўкі. Болейшасць праблем, звязаных з шарыкавымі вінтамі, такіх як пераграванне, ненармальны шум, заклінанне і кароткі тэрмін службы, узнікаюць менавіта на гэтым этапе.
Следуючы працэсу «грубая ўстаноўка → дакладная рэгулёўка стрэлкавым індыкатаром → дыяганальнае фіксаванне → паўторная праверка і прыёмка» і сувора кантралюючы памылку біяння, можна канструкцыйна элімінаваць папярочныя нагрузкі, забяспечваючы доўгатэрміновую стабільную працу шарыкавага вінта.